Un molde de inyección de precisión tiene tolerancias dimensionales controladas por debajo de 1/3 de la tolerancia dimensional de los productos. La precisión del molde depende de la precisión del tamaño de la cavidad y la cantidad de cavidades en el diseño, el posicionamiento de la cavidad, la precisión de la superficie de separación, la selección del material y la tolerancia dimensional. El grosor de la placa inferior, la placa de soporte y la pared de la cavidad, así como el tamaño de la corredera, son factores importantes del molde de precisión. La ingeniería de diseño es igualmente importante. El molde generalmente está hecho de acero aleado, que tiene una alta resistencia mecánica.
Fabricación de moldes
Los insertos de molde (o maestros) se pueden fabricar mediante una variedad de técnicas. Para características grandes (> 50 um) con tolerancias y repetibilidad en el rango de aproximadamente 10 um, el mecanizado tradicional controlado numéricamente por computadora (CNC) y el mecanizado por electrodescarga de alambre (EDM) de materiales como acero para herramientas y molduras de acero inoxidable a menudo son lo suficientemente precisos. La ventaja de esta técnica es que los materiales de la herramienta utilizados son los mismos que los del molde de polímero convencional, por lo que su diseño, resistencia y vida útil están bien establecidos. Las estructuras tridimensionales complicadas también se pueden mecanizar fácilmente. Los principales inconvenientes son que es difícil hacer esquinas afiladas o ángulos rectos, y la calidad de la superficie suele ser mala (aspereza de la superficie alrededor de varias um). Los procesos de microfresado/microperforado con base de diamante, micro-EDM y excimer o láser de femtosegundo pueden reducir la rugosidad de la superficie a 1 um o menos. Si bien los métodos basados en diamantes también pueden hacer que las características sean más pequeñas que 10 um, solo se aplican a metales "blandos" como el níquel, el aluminio y el cobre. Para la creación de prototipos, la mayoría de estos métodos se pueden usar directamente en materiales poliméricos para fabricar.
dispositivos microfluídicos. Para tamaños de características más pequeños (hasta una micra o menos), se deben emplear métodos fotolitográficos, litografía de haz de electrones (EBL) o litografía de sonda de escaneo (SPL, como la litografía de pluma de inmersión AFM (es decir, mecanizado de superficie). Aquí , una monocapa autoensamblada de fotorresistencia líquida (SAM) se coloca sobre una capa de inicio galvánica mediante recubrimiento por rotación, deposición de película delgada o autoensamblaje. Las microcaracterísticas se forman después de la exposición a la radiación a través de una fotomáscara y revelado o haz de electrones directo o escritura de sonda de escaneo. Para la creación de prototipos, esta estructura fotorresistente puede servir como un microdispositivo en sí misma o usarse como un molde (llamado molde fotorresistente) en procesos de moldeo a baja temperatura y baja presión. Más generalmente, esta estructura se usa directamente para galvanoplastia o para el grabado húmedo/seco de silicio, que posteriormente se galvaniza. Ambas tecnologías producen una herramienta de metal, generalmente níquel o níquel-cobalto. Para características con una relación de aspecto baja (definida como la relación entre la profundidad de la característica y la w idth) o para la creación rápida de prototipos donde la vida útil de los insertos de molde no es crucial, una oblea de vidrio o de silicio grabada mediante grabado húmedo o de iones reactivos (RIE) se puede utilizar directamente como inserto de molde. Para características muy pequeñas (< 1 um) con altas relaciones de aspecto (hasta 100 o más), se necesitan tecnologías como LIGA en resists gruesos (como EPON SU-8) o Deep RIE (DRIE) para obtener el inserto del molde.

Papler Industry es un fabricante experimentado de moldes de inyección. Hemos construido muchas herramientas a lo largo de los años y podemos ofrecerle soluciones en cada área. Podemos ofrecer nuestro nuevo sistema de soldadura láser Laserstar para ayudarlo con todas sus reparaciones o cambios de ingeniería. Contáctenos para una cotización de su proyecto.
APRENDE MÁS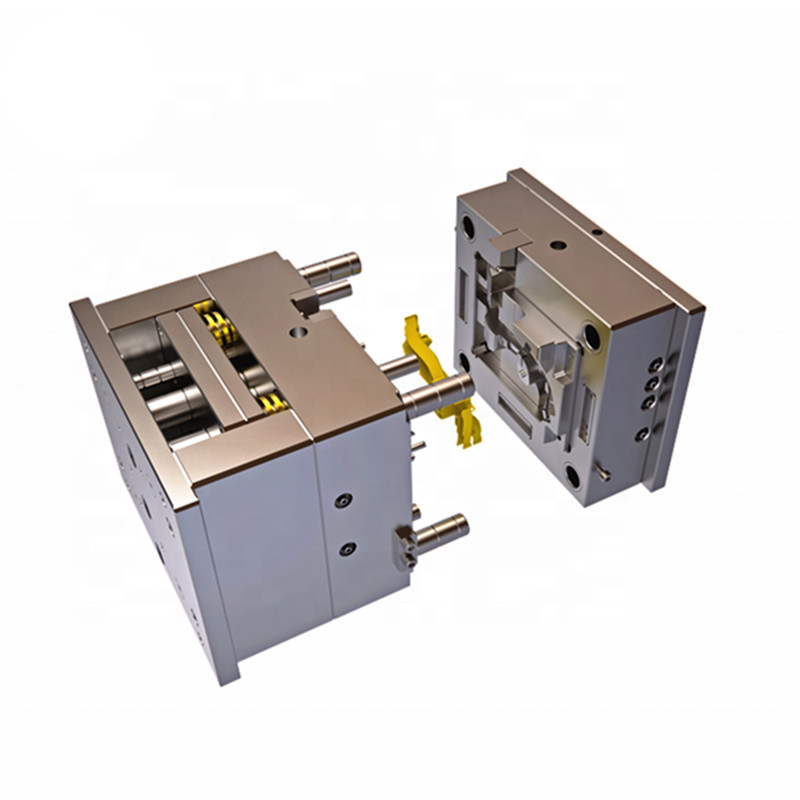
El moldeo por inyección es un proceso de fabricación popular para producir grandes cantidades de piezas de plástico a partir de materiales llamados termoplásticos. Es el proceso de derretir plástico, inyectarlo en un molde y luego repetir el proceso para hacer miles o incluso millones de la misma pieza.
APRENDE MÁS
El moldeo por inyección de plástico personalizado es ideal para piezas de plástico donde el éxito depende de lograr características mecánicas o estéticas específicas. No ajeno a la complejidad, los desafíos de diseño realmente alimentan nuestro deseo de innovar para usted.
APRENDE MÁS
Un molde es una herramienta especial de moldeo por inyección. Los fabricantes de componentes moldeados personalizados diseñan y fabrican el molde específicamente para la pieza que producirán. Cuando finaliza el ciclo de producción de una pieza, los especialistas reemplazan el molde con un nuevo molde para la siguiente pieza que necesitan fabricar.
APRENDE MÁS
Los plásticos ABS son termoplásticos y tienen aplicaciones en muchas industrias que requieren la fabricación de materiales fuertes y resistentes a los impactos. Como material termoplástico, el ABS no se quema al calentarse. En cambio, se vuelve líquido durante el proceso de moldeo de ABS para garantizar un fácil moldeo por inyección y reciclaje.
APRENDE MÁS
El diseño del núcleo y la cavidad de las herramientas de moldeo por inyección de plástico es lo que le da su forma al producto final, pero hay varias otras funciones de la herramienta que son cruciales para la correcta formación del producto final. La herramienta juega un papel importante en la tasa correcta de enfriamiento de la pieza de plástico moldeada. Si un material plástico fragua a una velocidad incorrecta, pueden producirse distorsiones y tensiones. El material de la herramienta debe elegirse teniendo en cuenta la tasa de enfriamiento. Es posible que algunos materiales plásticos deban moldearse en una herramienta enfriada por agua.
APRENDE MÁS
Papler Industry es un fabricante de moldes de inyección con sede en China. Con nuestro internoequipos de fabricación de precisión, podemos ofrecer múltiples servicios: diseño de productos,diseño de moldes, fabricación de moldes y moldeo por inyección.
APRENDE MÁS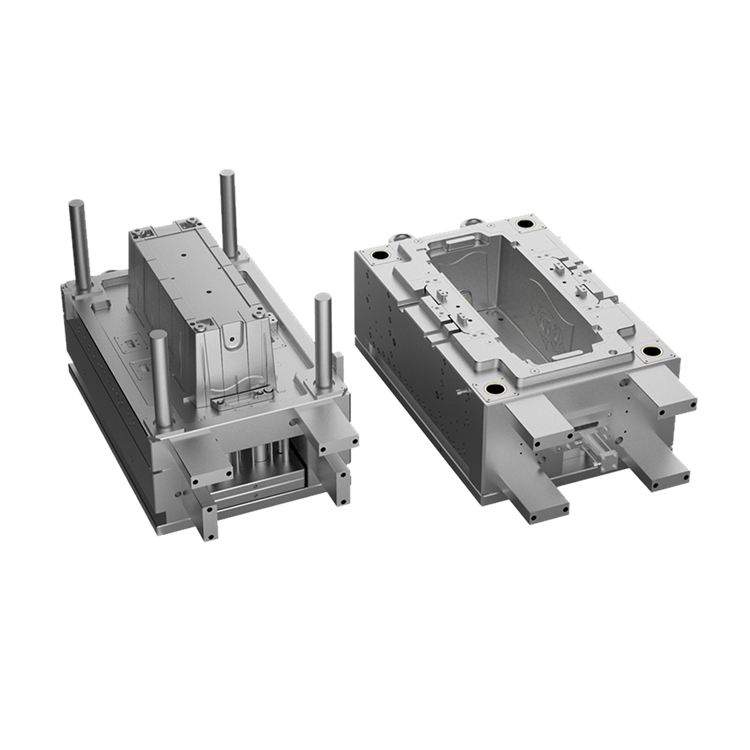
El moldeo por inyección de plástico es el proceso de empujar o inyectar plástico fundido en la cavidad de un molde. La resina plástica se introduce en un barril calentado, se mezcla y se inyecta en una herramienta, donde se enfría y se endurece a la configuración de la cavidad del molde. El proceso de moldeo de Papler Industry Co.,Ltd es ideal para ciclos de producción altos o bajos y puede manejar los desafíos de geometrías complejas.
APRENDE MÁS
Los moldes de alta precisión para la replicación de elementos ópticos estructurados, como lentes de Fresnel o matrices de prismas, se generan mediante mecanizado con diamante o rectificado de precisión. En algunos casos, la calidad de la superficie de los componentes replicados no es suficiente para satisfacer las crecientes demandas relacionadas con la rugosidad de la superficie y la precisión de la forma para las aplicaciones ópticas. Por lo tanto, puede ser necesario un pulido posterior de las estructuras. Dentro de este trabajo, los moldes estructurados se terminaron mediante un proceso de pulido abrasivo recientemente desarrollado, pulido con láser y mecanizado por flujo abrasivo. Este documento se centra en los mecanismos de eliminación de material y la calidad superficial alcanzable en el pulido abrasivo. La calidad de la superficie se compara con la que se logra mediante el pulido con láser y el mecanizado con flujo abrasivo.
APRENDE MÁS
Los prototipos de moldes de inyección de plástico producen piezas moldeadas por inyección reales para pruebas funcionales. También pueden servir como herramientas puente para llenar el vacío de fabricación para las herramientas de producción. El moldeado de prototipos se construye rápidamente; la pieza tiene la forma y la funcionalidad que necesitaría una pieza prototipo de plástico para probar la forma, el ajuste y la función, pero es posible que no tenga detalles finos como la preferencia de color o el acabado de la superficie. Los moldes prototipo tienen una garantía de hasta 10 000 ciclos.
APRENDE MÁS
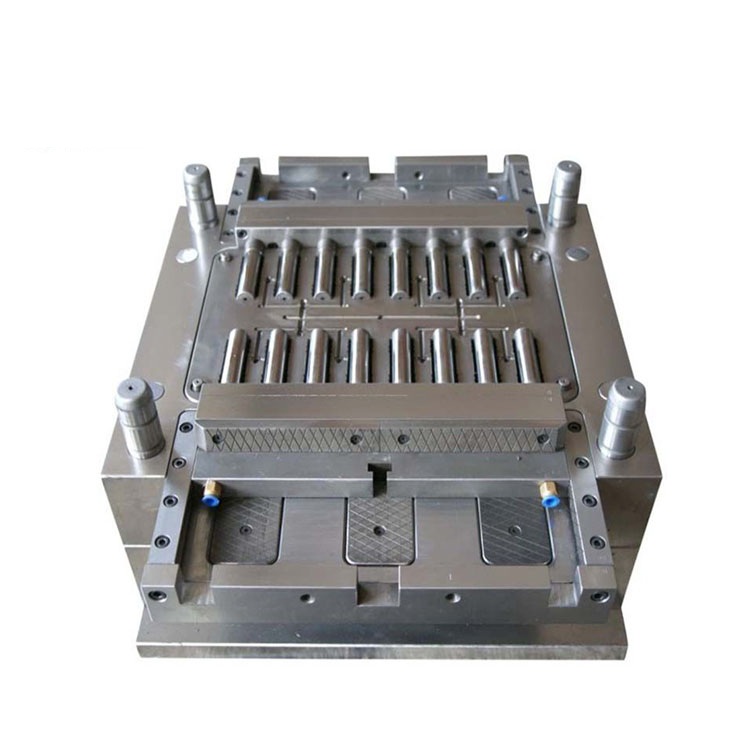
Un molde de inyección de precisión tiene tolerancias dimensionales controladas por debajo de 1/3 de la tolerancia dimensional de los productos. La precisión del molde depende de la precisión del tamaño de la cavidad y la cantidad de cavidades en el diseño, el posicionamiento de la cavidad, la precisión de la superficie de separación, la selección del material y la tolerancia dimensional. El grosor de la placa inferior, la placa de soporte y la pared de la cavidad, así como el tamaño de la corredera, son factores importantes del molde de precisión. La ingeniería de diseño es igualmente importante. El molde generalmente está hecho de acero aleado, que tiene una alta resistencia mecánica.
APRENDE MÁS
Papler Industry Co.,Ltd utiliza un moldeo por inyección rápido, un proceso impulsado por la tecnología que aprovecha la automatización de la fabricación. Los modelos CAD se envían directamente a la planta de producción donde comienza el fresado de moldes, pero en la mayoría de los casos, los moldes se fabrican con aluminio, no con acero. Esto permite herramientas más rápidas y rentables en comparación con los moldes de acero tradicionales.
APRENDE MÁS
El diseño del molde es una parte básica pero importante en el moldeo por inyección, independientemente del tamaño y la posición de la compuerta, el tamaño del borde cortante, la asistencia de flujo, la tecnología de enfriamiento y eyector, todos afectan los resultados finales de la inyección del molde. No es exagerado decir que el diseño de moldes tiene un impacto significativo en la rentabilidad y la calidad de las piezas moldeadas y sus productos.
APRENDE MÁS
El moldeo de precisión es la última tecnología en el mundo del moldeo por inyección de plástico. El moldeo de precisión es un tipo de moldeo de plásticos que es el proceso de diseño de moldes más caro y sofisticado del mercado.
APRENDE MÁS
El moldeo por inyección de precisión es un proceso que requiere alta técnica y el uso de moldes y máquinas de precisión. El proceso del molde de precisión es diferente del molde de inyección normal, pero aún pertenece al molde de inyección. Requiere una tolerancia estricta de ±0,01 mm y se procesará con máquinas y técnicas de alta precisión. Tiene requisitos estrictos de ventilación, flujo de material y enfriamiento que permiten que los parámetros de moldeo sean estables.
APRENDE MÁS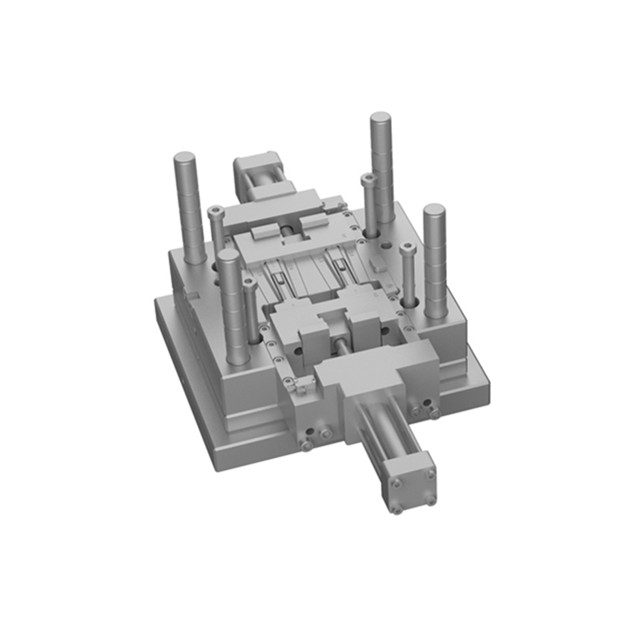
Los moldes en sí deben construirse de modo que las diversas partes puedan ajustarse, el escape de aire a medida que se inyecta el material y luego se permite que fluya un refrigerante para que todo el molde baje a una temperatura que enfríe el producto de manera eficiente para que se endurezca lo suficiente. para ser eliminado y mantenerse en forma. Así, una vez hecho un molde, las limitaciones son la inyección y el enfriamiento en cuanto a la cantidad de productos que se pueden producir. Obviamente, el coste unitario por producto se reduce enormemente cuanto más larga sea la tirada, ya que los moldes pueden desgastarse con el tiempo, pero normalmente duran largas tiradas de muchas decenas de miles de productos antes de necesitar mantenimiento.
APRENDE MÁS
Para lograr el objetivo de minimizar los costos en el proceso de producción de moldes de estampado automotriz, es necesario llevar a cabo la optimización y la mejora desde el diseño preliminar, el proceso de producción y fabricación, y la depuración integral del rendimiento posterior a la producción. En la industria de producción y fabricación de automóviles, la reducción del costo de los troqueles de estampado de automóviles en la producción y fabricación puede mantener a la empresa competitiva en el mercado y no ser eliminada por los tiempos.
APRENDE MÁS
Papler Industry Co., Ltd tiene una amplia experiencia en el diseño de moldes de inyección de plástico y en el moldeo por inyección de piezas de automóviles de plástico para interiores y exteriores. Nuestro personal está bien capacitado en técnicas especializadas como el moldeo por inserción y el sobremoldeo, que son esenciales en la fabricación de piezas de plástico para automóviles con una estructura resistente y duradera. También utilizamos materiales plásticos de primera calidad y tecnología de punta para producir cada pieza con una precisión impecable.
APRENDE MÁS
El moldeo por inyección es el proceso de fabricación de piezas de plástico personalizadas mediante la inyección de material plástico fundido a alta presión en un molde de metal. Al igual que otras formas de moldeo de plástico, después de que el plástico fundido se inyecta en el molde, el molde se enfría y se abre para revelar una pieza de plástico sólida. El proceso es similar a un molde de gelatina que se llena y luego se enfría para crear el producto final. Este molde puede ayudarlo a mejorar el programa de producción y aumentar la capacidad de producción.
APRENDE MÁS
Nuestra rica experiencia como empresa de moldeo por inyección de plástico en China incluye capacidades de producción para muchas industrias diferentes, materiales plásticos y complementos especiales para sus piezas de plástico personalizadas.Nuestro enfoque está en series de producción de 100 a 100,000 unidades por pedido. Sabemos que cada proyecto de moldeo por inyección personalizado es diferente, pero cada cliente disfruta de nuestros valores clave:Moldes de inyección de plástico personalizados de alta calidad y piezas personalizadas con entregas puntuales confiablesExcelente atención a las necesidades del cliente a través de una planificación avanzada de la calidad.Cotizaciones rápidas y comunicación sin demorasServicio al cliente amable y bien informado
APRENDE MÁS
Ya sea que fabrique componentes de computadora, equipos de artículos deportivos o interiores de automóviles, es probable que esté familiarizado con el moldeo por inyección de plástico. Cuando sus productos requieren piezas de plástico, los moldes de inyección de plástico de las empresas de moldeo por inyección de plástico que se especializan en este proceso brindan la solución más eficiente en un solo paso.Las empresas de moldeo por inyección de plástico no se crean todas por igual. Los productos de calidad y el servicio al cliente superior son los principales valores comerciales de Paperr Industry. Creemos que responder a las necesidades de nuestros clientes con soluciones rentables e innovadoras y servicios de soporte de expertos es una perspectiva beneficiosa para todos.
APRENDE MÁS
Nuestra experiencia, junto con la última tecnología y equipo, permite a Papler Industry producir moldes y piezas moldeadas de calidad superior con los que cuentan nuestros clientes y sus clientes. Como fabricante profesional de moldes de plástico en China, algunos de los servicios que brindamos además del moldeo por inyección de plástico incluyen moldeo por inyección personalizado, moldeo por inyección de prototipos, moldeo por inserción y más.
APRENDE MÁS
Los moldes de inyección de metal, también llamados troqueles, se utilizan para producir una amplia gama de productos de plástico inyectado en todas las industrias. Otras empresas pueden subcontratar la construcción de sus moldes. Todos los moldes de inyección de plástico de Papler Industry se fabrican internamente en nuestra planta dedicada a la construcción de moldes en Michigan.La construcción de los moldes es la fase que consume más tiempo del proceso de moldeo por inyección. Requieren herramientas de precisión por parte de técnicos calificados. Nuestros experimentados fabricantes de herramientas trabajan junto con nuestros ingenieros e inspectores durante todo el proceso de construcción para garantizar que todo se construya exactamente según las especificaciones. Este nivel de atención es necesario porque incluso el paso en falso más pequeño puede causar errores costosos.
APRENDE MÁS
Al investigar empresas de moldeo por inyección de plástico, es importante conocer su filosofía de construcción de moldes y las opciones de garantía. Una vez que haya invertido en un molde de inyección de alta calidad, tendrá un producto duradero y de precisión que se puede usar una y otra vez, ejecución tras ejecución.Las construcciones de moldes de nuestra empresa de moldeo por inyección de plástico cuentan con una garantía de herramientas ilimitada, válida mientras estemos procesando sus piezas de producción.
APRENDE MÁS CONTÁCTENOS
CONTÁCTENOS Dirección : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Dirección : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Correo electrónico : roger@ppl2009.com
Correo electrónico : roger@ppl2009.com


 IPv6 RED SOPORTADA
IPv6 RED SOPORTADA