Fundición a presión: proceso de fundición automatizado en el que el líquido fundido se presiona en un molde a alta presión (150 a 1200 bar) y a una alta velocidad de llenado (hasta 540 km/h). Por lo general, se utilizan aleaciones con un punto de fusión bajo. Este proceso de fundición a presión es especialmente adecuado para la producción en serie y en masa de componentes porque, a diferencia de la fundición en arena, por ejemplo, se utilizan moldes metálicos permanentes que no tienen que destruirse después de la fundición. Es posible producir componentes grandes y complejos con espesores de pared bajos.
moldes
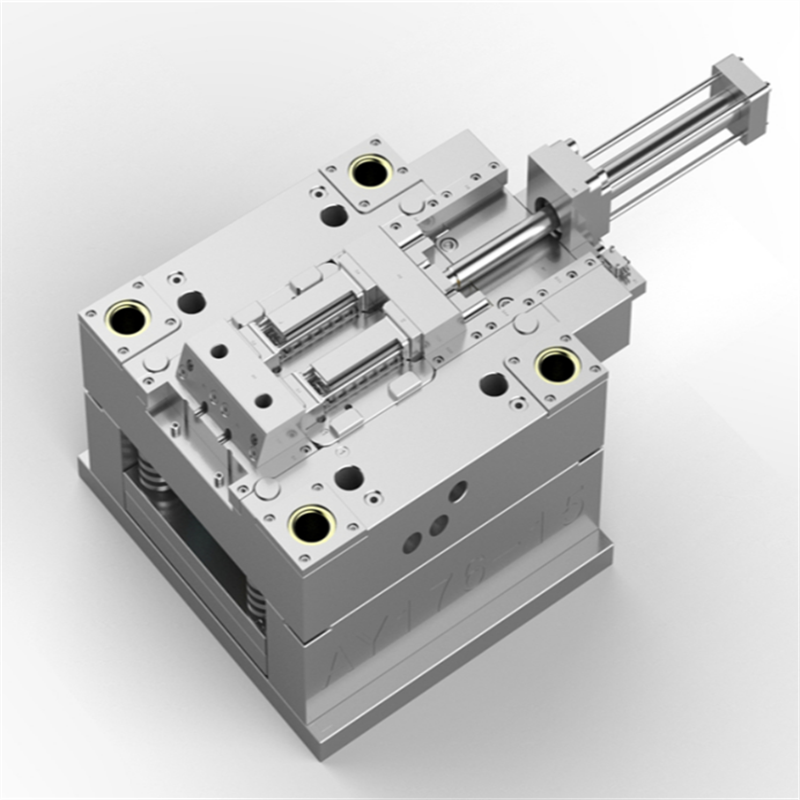
Los moldes de fundición a presión, fabricados con grados de acero resistentes al calor y de alta calidad, constan de dos mitades que forman una cavidad en la que se presiona el líquido fundido durante el proceso de fundición. Las mitades están ubicadas en una placa de máquina fija y móvil. Durante los procesos de fundición a presión de alta integridad, se aplica un proceso de fundición a alta presión a las mitades del molde, razón por la cual el molde está equipado con pestillos. Además, ciertas partes del molde se enfrían y/o calientan para que la fundición se solidifique como se desee. La producción de los moldes es muy costosa y requiere mucho tiempo, pero se pueden producir varias decenas de miles a más de un millón de piezas fundidas con solo uno de ellos. Otra ventaja de los moldes de fundición reutilizables es que la masa fundida se enfría rápidamente.
Funcionalidad y Procedimientos
En la fundición a presión, hay dos procesos diferentes de fabricación de componentes: el proceso de fundición a presión en cámara caliente y en cámara fría. En ambos procesos de fabricación, el molde se rocía con un desmoldeante antes del proceso de fundición para garantizar que la pieza fundida posteriormente se pueda desmoldar fácilmente. Sin embargo, la masa fundida no se vierte directamente en la cavidad del molde, sino que primero se llena en la cámara de fundición de la máquina de fundición a presión. A partir de ahí, la aleación se presiona en el molde mediante un pistón (el llamado conjunto de fundición) a través de uno o más canales. La diferencia entre los dos procesos radica en la estructura de la cámara de fundición como se describe a continuación.
Un rasgo característico de las máquinas de fundición a presión de cámara caliente es que la cámara de fundición está constantemente en contacto con la aleación líquida. La masa fundida pasa a través de una válvula a la cámara de fundición, donde el pistón la presiona a alta velocidad en el molde de fundición a presión cerrado. Este proceso se utiliza para aleaciones con bajo punto de fusión, como el zinc, el plomo o el estaño.
Las máquinas de fundición a presión de cámara fría están diseñadas de tal manera que el conjunto de fundición se encuentra fuera de la masa fundida. Para producir un componente, la aleación se llena en la cámara de fundición y se presiona en el molde de fundición a presión a través de canales. Este proceso es adecuado para materiales con un punto de fusión más alto. Estos incluyen, por ejemplo, aluminio y cobre.
Después de que la aleación ha sido presionada en el molde en ambos procesos, el componente se solidifica bajo la fuerte presión, con lo cual se pueden abrir los pestillos del molde. La pieza con compuerta se retira del molde mediante pasadores de expulsión operados automáticamente y puede procesarse más si es necesario. En palabras simples, el proceso de fundición se puede dividir en los siguientes pasos y, en la práctica, se lleva a cabo en centésimas de segundo, o incluso solo en milésimas de segundo:
La fundición a presión en cámara fría es el proceso más popular en la producción en masa de piezas fundidas de metales ligeros.


La fundición a presión de aluminio es un tipo de piezas de fundición a presión, a través de la máquina de fundición a presión de la máquina de fundición a presión del molde de fundición, el calor al aluminio líquido o la aleación de aluminio se vierte en la entrada de la máquina de fundición a presión, a través de la fundición a presión de la máquina de fundición a presión, fundición del molde a limite la forma y el tamaño de las piezas de aluminio o las piezas de aluminio, dichas piezas generalmente se denominan fundición a presión de aluminio.
APRENDE MÁS
El proceso de fundición a presión es un proceso de fabricación en el que el metal fundido se vierte o se fuerza en moldes de acero. Los moldes también conocidos como utillajes o troqueles se fabrican en acero y se diseñan especialmente para cada proyecto. Esto permite crear cada componente con precisión y repetibilidad. El aluminio, el zinc y el magnesio son las aleaciones de fundición a presión más utilizadas.
APRENDE MÁS
La fundición a presión es un proceso de fundición de metales que se caracteriza por forzar el metal fundido a alta presión en una cavidad de molde. La cavidad del molde se crea utilizando dos troqueles de acero endurecido para herramientas que han sido mecanizados y funcionan de manera similar a un molde de inyección durante el proceso. La mayoría de las piezas fundidas a presión están hechas de metales no ferrosos, específicamente zinc, cobre, aluminio, magnesio, plomo, peltre y aleaciones a base de estaño. Según el tipo de metal que se va a fundir, se utiliza una máquina de cámara fría o caliente.
APRENDE MÁS
Fundición a presión: proceso de fundición automatizado en el que el líquido fundido se presiona en un molde a alta presión (150 a 1200 bar) y a una alta velocidad de llenado (hasta 540 km/h). Por lo general, se utilizan aleaciones con un punto de fusión bajo. Este proceso de fundición a presión es especialmente adecuado para la producción en serie y en masa de componentes porque, a diferencia de la fundición en arena, por ejemplo, se utilizan moldes metálicos permanentes que no tienen que destruirse después de la fundición. Es posible producir componentes grandes y complejos con espesores de pared bajos.
APRENDE MÁS
La fundición a presión es uno de los procesos de formación más económicos y rápidos. Las ventajas de este proceso de producción son que se pueden producir cientos de miles de piezas fundidas con relativa rapidez utilizando un solo molde. Todos los componentes producidos tienen una calidad uniforme e implican costos unitarios relativamente bajos. Dependiendo del punto de fusión del metal, elija la fundición a presión de alta o baja presión.
APRENDE MÁS
La fundición a presión es un proceso de fabricación extremadamente popular para crear productos de metal. Las piezas fundidas a presión producen piezas uniformes de alta calidad que se pueden crear en casi cualquier tamaño, geometría de pieza, textura superficial o acabado. Pueden requerir procesos secundarios mínimos, ya que se pueden integrar muchas características en el diseño, como montantes, bisagras, perforaciones y protuberancias, por nombrar algunas.
APRENDE MÁS
El proceso de fundición a presión consiste en inyectar metal fundido con puntos de fusión bajos, como zinc y aluminio, en el molde de fundición a presión y dejar que se enfríe. Dependiendo del punto de fusión, se produce bajo dos mecanismos diferentes (fundición en cámara caliente y cámara fría), y es adecuado para la fabricación de piezas de chapa simples y complejas.
APRENDE MÁS
La fundición a presión consta de tres elementos: la aleación, la materia prima, una máquina de fundición a presión y la matriz. Es un proceso para inyectar aleación fundida (derretida) en el troquel a alta presión, que se dice que es el más corto desde la materia prima hasta el producto. En la máquina de fundición a presión se montan dos mitades de matriz, fija y móvil; cuando la masa fundida inyectada se solidifica rápidamente, la matriz móvil se abre y se extrae la fundición. Ya que permite una producción en masa de piezas de configuración compleja, que tienen 1) dimensión precisa, 2) acabado preciso, 3) superficie fina y 4) excelente resistencia; su mérito es altamente evaluado, desempeñando un papel importante en la industria de procesamiento de metales.
APRENDE MÁS
La fundición a presión de aluminio es el método elegido para muchos productos automotrices, industriales y de telecomunicaciones. También se usa a menudo para producir componentes eléctricos, hidráulicos y de iluminación. Si desea obtener más información sobre el proceso de fundición a presión de aluminio a alta presión y necesita ayuda para decidir si es la opción correcta para su aplicación, no dude en consultarnos sobre su proyecto personalizado y podemos firmar un NDA con Uds.
APRENDE MÁS
La fundición a presión de aluminio se utiliza para muchas aplicaciones industriales, por ejemplo, en la industria automotriz, las aplicaciones incluyen ruedas, bloques y cabezas de cilindros, pistones, cilindros de freno y brazos de suspensión. Se prevé que la sustitución de componentes de fundición de aluminio por piezas de fundición ferrosa en el sector de la automoción seguirá creciendo a medida que los fabricantes de automóviles sigan buscando oportunidades para reducir el peso de los vehículos.
APRENDE MÁS
Papler Industry Co.,Ltd tiene la capacidad de trabajar con una variedad de fundición de inversión de acero inoxidable, entregando piezas de alta resistencia y resistentes a la corrosión. Nuestros servicios de fundición de inversión de acero inoxidable se han utilizado para proyectos de transporte, armas de fuego, electricidad, industria de herramientas y más. Hemos estado perfeccionando nuestros métodos durante décadas y somos una de las fundiciones de fundición de precisión de acero inoxidable más confiables de la industria.
APRENDE MÁS
La fundición a presión es el proceso de fabricación elegido cuando se producen grandes volúmenes de piezas metálicas relativamente complejas y se usa ampliamente debido a su versatilidad, confiabilidad y precisión. La fundición a presión elimina todas o la mayoría de las operaciones secundarias necesarias para fabricar una pieza de metal; sin embargo, el mecanizado posterior es común para cumplir con tolerancias críticas para la función más estrictas. Las piezas fundidas a presión también se pueden posprocesar en cualquier acabado que sus respectivas contrapartes mecanizadas por CNC puedan.
APRENDE MÁS
La fundición a presión es una faceta próspera de la industria de fabricación de metales. Es un método probado, probado y comprobado que conduce a una producción optimizada y de alta calidad. No solo es una forma rentable de producir piezas y componentes metálicos personalizados, sino que también le permite crear formas netas complejas y características internas complejas. Si está interesado en obtener más información sobre nuestros servicios de aleaciones de fundición a presión, comuníquese con Papler Industry Co., Ltd para obtener una cotización gratuita para su proyecto.
APRENDE MÁS
Uno de los beneficios más significativos del aluminio fundido a presión es que crea piezas más livianas, con más opciones de acabado superficial que otras aleaciones de fundición a presión. El aluminio también puede soportar las temperaturas de funcionamiento más altas de todas las aleaciones de fundición a presión. Además, el aluminio fundido es versátil, resistente a la corrosión; conserva una alta estabilidad dimensional con paredes delgadas y puede usarse en casi cualquier industria.
APRENDE MÁS
La fundición a presión de aleaciones de aluminio es esencial para promover las actividades comerciales en muchas industrias. Esto es posible porque las piezas fabricadas mediante fundición a presión tienen versatilidad y se pueden utilizar para hacer muchas cosas rentables. Por ejemplo, puede usar piezas de fundición a presión para fabricar automóviles, herramientas médicas, herramientas militares y armas de fuego, equipos de telecomunicaciones, productos eléctricos y muchas otras cosas.
APRENDE MÁS
En Papler Industry Co.,Ltd, cada componente que fabricamos está diseñado y fabricado de acuerdo con las especificaciones exactas de nuestros clientes. El volumen de producción de cada pieza que fabricamos puede variar de varios cientos a varios cientos de miles de piezas de fundición a presión. Comuníquese con nosotros para obtener más información sobre nuestras ofertas de servicios de fundición a presión personalizados.
APRENDE MÁS
No existe un único proceso que se adapte a todos los proyectos. Cada proyecto de molde de fundición a presión es diferente, por lo que Papler Industry Co., Ltd ofrece múltiples soluciones para todas las necesidades de fundición a presión. Esto asegura que siempre se use el proceso correcto para la aplicación correcta.
APRENDE MÁS
Papler Industry Co., Ltd tiene la ventaja de producir radiadores de aluminio de fundición a presión automáticos, de alta calidad y bajo precio. Con el fin de cumplir con las altas expectativas de los clientes, ahora contamos con un personal sólido para brindarle la mejor asistencia integral. ¡Establezca una cooperación buena y duradera con usted en el futuro!
APRENDE MÁS
El proceso de fundición a presión de aluminio es un método altamente eficiente y económico para producir piezas de alta calidad. Las piezas intrincadas y geométricamente complejas con diseños únicos se pueden producir fácilmente en masa. El centro del proceso implica el diseño de un molde o troquel reutilizable que se funde en acero.
APRENDE MÁS
La fundición a presión es el proceso de fabricación preferido para grandes tiradas de piezas metálicas complejas debido a su fiabilidad, precisión y versatilidad. Tanto el método de fundición a presión de cámara fría como el de cámara caliente siguen el mismo enfoque general, pero difieren en la configuración de la maquinaria y la entrega de metal fundido. La elección del método correcto dependerá de si el proyecto es un desarrollo de una sola pieza, la aplicación de la pieza y qué metal satisfará las necesidades del fabricante.
APRENDE MÁS
La fundición a presión es un proceso versátil, eficiente y económico para producir piezas metálicas diseñadas. La fundición a presión ofrece una gama más amplia de formas y componentes que cualquier otra técnica de fabricación. El proceso de fundición a presión requiere un molde de acero. Estos moldes de acero reutilizables, llamados troqueles, se pueden diseñar para producir formas complejas con un alto grado de precisión y repetibilidad. Los troqueles se montan en una máquina que inyecta metal fundido en los troqueles a alta presión. Una vez que el metal fundido se ha solidificado, se abre la matriz y se expulsa la pieza fundida del molde. Luego se cierra el troquel y el proceso comienza de nuevo.
APRENDE MÁS
La fundición a presión es un proceso de fabricación que se utiliza comúnmente para producir piezas de aluminio con superficies lisas o texturizadas, bien definidas, con dimensiones precisas. Se logra presionando aluminio fundido a alta presión en moldes de fundición a presión de aluminio reutilizables.
APRENDE MÁS
La fundición a presión es un proceso de fundición a presión de fabricación de metal a alta presión que fuerza el metal fundido en una cavidad de molde (también conocida como herramienta o herramientas). La cavidad del molde consta de dos troqueles de acero endurecido para herramientas. Se utiliza una máquina de cámara caliente o fría basada en el metal fundido. Ofrecemos servicios de fundición a presión en una variedad de materiales que producen formas precisas y complejas. La fundición a presión puede producir una amplia gama de piezas con un acabado perfecto y un detalle sorprendente.
APRENDE MÁS
La aleación de aluminio ha sido el material más utilizado en el diseño de carcasas de luces LED de piezas fundidas a presión. Esto no es sorprendente, ya que tiene muchas ventajas, como una buena liberación de calor, fuerte, alta relación peso-luz, estética, durabilidad y características de reciclaje. Esas características lo convierten en una opción ideal para el material de la carcasa de la luz LED.
APRENDE MÁS
La carcasa de fundición a presión es un proceso de creación de alto volumen. Lo es hasta cierto punto, ya que la carcasa fundida a presión es un procedimiento conservador y productivo que ofrece una gama más amplia de piezas en prácticamente todos los campos técnicos.
APRENDE MÁS
La fundición a presión de aluminio pequeño se usa con frecuencia en la industria automotriz como una alternativa duradera y liviana al acero y al hierro. Sus propiedades de conductividad eléctrica y térmica lo hacen ideal para las industrias de telecomunicaciones e informática. Su peso ligero lo convierte en una excelente opción para aplicaciones portátiles.
APRENDE MÁS
La fundición a presión de aluminio es un proceso de fabricación para producir piezas de fundición a presión de aluminio de dimensiones precisas, bien definidas, lisas o de superficie texturizada mediante el uso de moldes reutilizables, llamados matrices. El proceso de fundición a presión de aluminio implica el uso de un horno, una aleación de aluminio, una máquina de fundición a presión y una matriz.
APRENDE MÁS
Para cumplir con los diversos requisitos de la industria, estamos comprometidos a ofrecer una excelente gama de carcasas de luz LED de aluminio fundido a presión. Además de nuestros productos ofrecidos, podemos suministrar diseños nuevos/diferentes de carcasas de luz LED de productos de fundición a presión de aluminio, así como según los requisitos del comprador.
APRENDE MÁS
Papler Industry Co.,Ltd tiene una amplia experiencia dentro de la industria, incluidas las piezas del motor de fundición, piezas de transmisión, piezas de suspensión y más. La fundición a presión automotriz es capaz de tolerancias estrechas y superficies lisas mientras cumple con los cronogramas de producción rápidos y rentables. Desde la preparación y manipulación inicial del molde hasta el mecanizado y las pruebas de alta precisión, nuestros servicios de fundición a presión a alta presión son ideales para la industria automotriz.
APRENDE MÁS
La fundición a presión se está convirtiendo en uno de los métodos de fabricación más confiables. La fundición a presión se utiliza en la producción de una amplia gama de productos que se pueden encontrar en casi cualquier industria o vertical que se pueda imaginar. Por supuesto, al igual que con otros procesos de fundición a presión de metal, los productos de fundición a presión solo serán tan buenos como los metales que se utilizan en su producción. Los metales de origen afectarán la calidad general, la durabilidad y la apariencia estética del producto terminado.
APRENDE MÁS
Papler Industry Co., Ltd tiene dos procesos de fundición de metales para fabricar piezas de automóviles. El uno es el proceso de fundición a presión. Dependiendo de la presión aplicada, existen 2 tipos de procesos de fundición a presión: fundición a alta presión y fundición a baja presión. Mediante el proceso de fundición a presión de metal, podemos fabricar casi todas las piezas de automóviles de aluminio, como el bloque del motor, la culata del cilindro, el pistón, la biela, la carcasa de la transmisión, el cubo de la rueda, la carcasa de la bomba, la carcasa del carburador, la tapa de la válvula, la carcasa de la unidad de dirección, la carcasa del embrague. , etc.
APRENDE MÁS
La fundición a presión es una forma económica de producir grandes cantidades de productos de formas complicadas de metales ligeros con alta precisión. Los metales fundidos se introducen a alta velocidad en la matriz o molde de metal enfriado por agua a través de un proceso de inyección. El metal fundido se vuelve sólido cuando entra en contacto con el agua fría.
APRENDE MÁS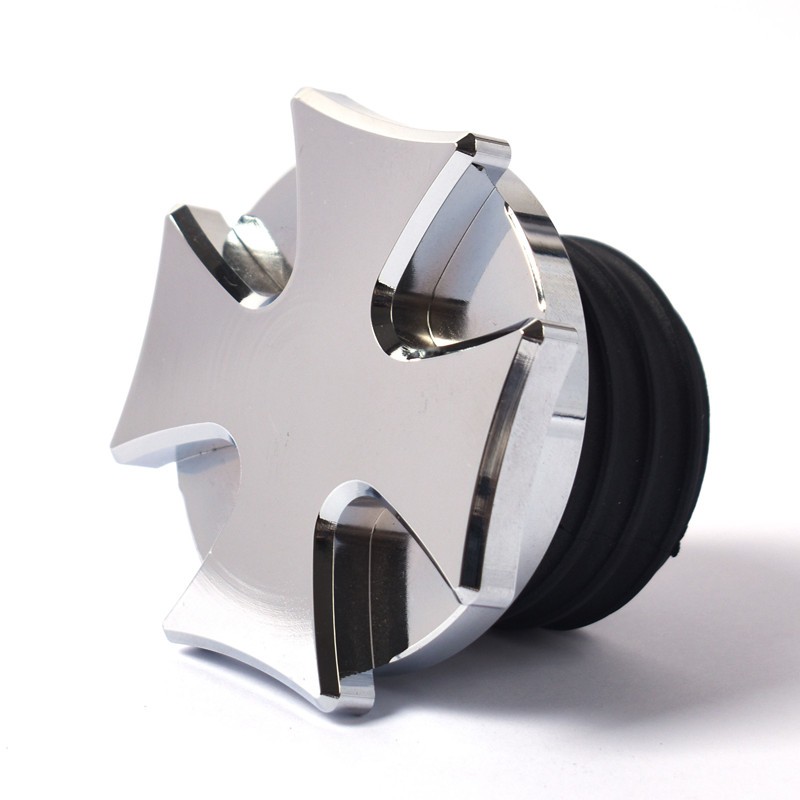
La fundición a presión implica exprimir metal fundido en una cavidad de molde a alta presión y luego mantener el metal bajo presión durante la solidificación. La presión se aplica mediante la acción de un pistón hidráulico que inyecta metal fundido a través de una matriz de acero y dentro del molde. La fundición de metal se retira del molde después de la solidificación y el proceso se repite utilizando el mismo molde permanente. El proceso es adecuado para una tasa de producción muy alta debido a la rápida tasa de solidificación de la fundición. Muchas aleaciones de aluminio y magnesio se funden con este método.
APRENDE MÁS
La fundición a presión es un método de fundición bien establecido, particularmente adecuado para la producción totalmente automática, de alta productividad y de alto volumen de piezas complejas con forma casi neta con pesos de pieza que van desde unos pocos gramos hasta más de 15 kg.
APRENDE MÁS
La fundición a presión de aluminio ha demostrado ser un método ideal para crear carcasas LED para varios componentes de piezas con una variedad de materiales. Las muchas propiedades del aluminio lo convierten en un metal ideal para los diseños de fundición a presión. Las carcasas LED de fundición a presión de aluminio personalizadas son preciosas, únicas e inevitables en la industria ligera.
APRENDE MÁS
La punta del émbolo es un elemento crítico del proceso de fundición a presión de aluminio. Su funcionamiento exitoso depende de una serie de factores, el más importante, su interacción eficiente con una manga redonda, recta, térmicamente y, por lo tanto, dimensionalmente estable.
APRENDE MÁS
El manguito de inyección es un elemento crítico del proceso de fundición a presión de aluminio. Para obtener la máxima productividad, y también la máxima vida útil tanto para el manguito de inyección como para la punta del émbolo, el émbolo debe moverse uniformemente con suavidad ya una velocidad constante a través de un manguito de inyección perfectamente redondo y recto.
APRENDE MÁS
Para aumentar la relación entre la resistencia y el peso de la pieza fundida, la pieza fundida debe tratarse térmicamente. La temperatura del tratamiento térmico puede llegar a los 400 ºC y durante 24 horas. El aire atrapado en el interior podría expandirse y causar ampollas durante el tratamiento térmico, especialmente en el caso de las aleaciones de aluminio.
APRENDE MÁS
Uno de los metales más versátiles, el aluminio y sus aleaciones han ganado protagonismo en innumerables aplicaciones. El mercado de aleaciones de aluminio se encuentra entre los metales no ferrosos más utilizados en aplicaciones de ingeniería debido a sus excelentes propiedades físicas. Una población urbana en rápido crecimiento ha aumentado la demanda de materiales de construcción avanzados para el desarrollo de edificios residenciales y comerciales, así como otras infraestructuras como puentes y pasos elevados.
APRENDE MÁS CONTÁCTENOS
CONTÁCTENOS Dirección : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Dirección : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Correo electrónico : roger@ppl2009.com
Correo electrónico : roger@ppl2009.com


 IPv6 RED SOPORTADA
IPv6 RED SOPORTADA