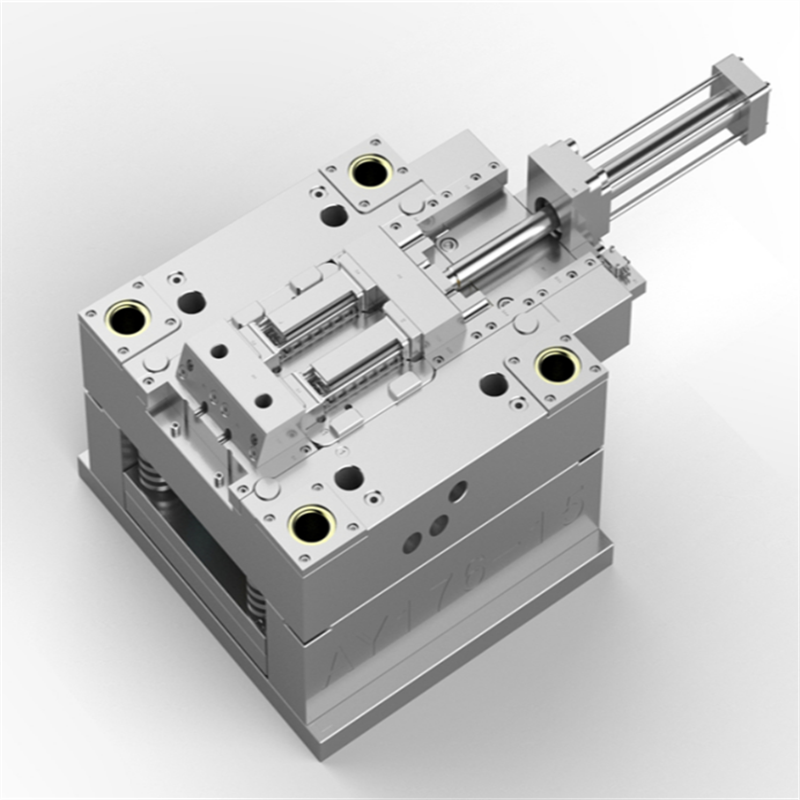
El estampado de láminas de metal es un proceso de formación en frío que utiliza troqueles y máquinas de estampado para moldear láminas de metal en varias formas. Las piezas de chapa plana, normalmente denominadas piezas en blanco, se introducen en una prensa de estampado de chapa que utiliza una herramienta y una superficie de troquel para transformar el metal en una nueva forma. El material se coloca para ser estampado entre las secciones del troquel, donde el uso de presión formará y cortará el material en la forma final deseada para el producto o componente.
Tipos de operaciones de estampado
El proceso de estampado progresivo utiliza un tipo de herramienta llamada troquel progresivo, que contiene múltiples estaciones de estampado para realizar operaciones simultáneas en una tira de chapa. Al combinar todas las herramientas necesarias en un solo juego de troqueles, el estampado progresivo de troqueles es una gran solución para lotes de producción de alto volumen.
El estampado con matriz de transferencia es similar al estampado con matriz progresiva, pero la pieza se separa del viaje de metal al principio del proceso y se transfiere de una estación de estampado a la siguiente mediante otro sistema de transporte mecánico, como una cinta transportadora. Este proceso generalmente se usa en piezas más grandes que pueden necesitar ser transferidas a diferentes prensas.
El estampado de cuatro correderas también se denomina estampado de varias correderas o de cuatro vías. Esta técnica es más adecuada para fabricar componentes complejos que tienen numerosas curvas o torceduras. Utiliza cuatro herramientas deslizantes, en lugar de un deslizamiento vertical, para dar forma a la pieza de trabajo a través de múltiples deformaciones. Dos correderas, o arietes, golpean la pieza de trabajo horizontalmente para darle forma y no se utilizan troqueles. El estampado de varios portaobjetos también puede tener más de cuatro portaobjetos en movimiento.
El estampado de cuatro portaobjetos es un tipo de estampado muy versátil, ya que se pueden acoplar diferentes herramientas a cada portaobjetos. También tiene un costo relativamente bajo y la producción es rápida.
El troquelado fino, también conocido como troquelado de borde fino, es valioso para proporcionar alta precisión y bordes suaves. Usualmente realizadas en una prensa hidráulica o mecánica, o por una combinación de las dos, las operaciones de troquelado fino consisten en tres movimientos distintos:
Las prensas de troquelado fino funcionan a presiones más altas que las que se utilizan en las operaciones de estampado convencionales, por lo que las herramientas y la maquinaria deben diseñarse teniendo en cuenta estas presiones operativas más altas.
Los bordes producidos a partir del troquelado fino evitan las fracturas que se producen con herramientas convencionales y la planitud de la superficie puede superar la de otros métodos de estampado. Dado que es una técnica de extrusión en frío, el troquelado fino es un proceso de un solo paso, lo que reduce los costos generales de fabricación.
La embutición profunda implica tirar de una hoja de metal en bruto en el troquel a través de un punzón, dándole una forma. El método se denomina “embutición profunda” cuando la profundidad de la pieza embutida supera su diámetro. Este tipo de conformado es ideal para crear componentes que necesitan varias series de diámetros y es una alternativa rentable a los procesos de torneado, que normalmente requieren el uso de más materias primas. Las aplicaciones y productos comunes hechos de embutición profunda incluyen:
El producto de chapa de estampado de tiradas cortas requiere gastos iniciales mínimos de herramientas y puede ser una solución ideal para prototipos o proyectos pequeños. Una vez creada la pieza en bruto, los fabricantes utilizan una combinación de componentes de herramientas personalizados e insertos de matriz para doblar, perforar o taladrar la pieza. Las operaciones de formación personalizadas y el tamaño de tirada más pequeño pueden generar un cargo por pieza más alto, pero la ausencia de costos de herramientas puede hacer que las tiradas cortas sean más rentables para muchos proyectos, especialmente aquellos que requieren un tiempo de respuesta rápido.
Estampado de ventajas y desventajas
El estampado de piezas de metal en la fabricación de láminas de metal tiene varias ventajas, incluidos costos de troquel más bajos, costos secundarios más bajos y un alto nivel de automatización en comparación con otros procesos. Los troqueles de estampado de metal son menos costosos de fabricar y mantener que los troqueles utilizados en otras operaciones típicas. La limpieza y el enchapado también son menos costosos que los tratamientos idénticos para otras técnicas de fabricación de metales. Las máquinas de estampado son generalmente fáciles de automatizar y pueden usar sofisticados sistemas de control por computadora para brindar más precisión, una producción más rápida y tiempos de respuesta más cortos. El alto nivel de automatización también reduce los costos de mano de obra.
Una de las desventajas del estampado es el mayor costo de las prensas. Los troqueles también deben adquirirse o crearse y producir troqueles de estampado de chapa personalizados es un proceso de preproducción más largo. Los troqueles también pueden ser difíciles de cambiar si el diseño debe modificarse durante la producción.


Stamping processing is a commonly used processing method, which is mainly used for processing metal and non-metal sheet metal parts. Stamping processing is generally carried out at room temperature, so it can also be called cold stamping.
APRENDE MÁS
The stamping method can be used to obtain workpieces with complex shapes and difficult processing, such as thin shell parts. The dimensional accuracy of the stamping parts is guaranteed by the mold, so the dimensions are stable and the interchangeability is good.
APRENDE MÁS
The stamping method can be used to obtain workpieces with complex shapes and difficult processing, such as thin shell parts. The dimensional accuracy of the stamping parts is guaranteed by the mold, so the dimensions are stable and the interchangeability is good.
APRENDE MÁS
The mold structure used in stamping processing is generally more complicated, the production cycle is longer, and the cost is higher. Therefore, the use of stamping technology in single-piece and small-batch production is subject to certain restrictions. The stamping process is mostly used in batch and mass production.
APRENDE MÁS
The mold structure used in stamping processing is generally more complicated, the production cycle is longer, and the cost is higher. Therefore, the use of stamping technology in single-piece and small-batch production is subject to certain restrictions. The stamping process is mostly used in batch and mass production.
APRENDE MÁS
The stamping process is a metal processing method, which is based on the plastic deformation of the metal, using the mold and stamping equipment to exert pressure on the sheet, so that the sheet is plastically deformed or separated, so as to obtain a certain shape, size and performance. parts (stamping parts).
APRENDE MÁS
The stamping process is a metal processing method, which is based on the plastic deformation of the metal, using the mold and stamping equipment to exert pressure on the sheet, so that the sheet is plastically deformed or separated, so as to obtain a certain shape, size and performance. parts (stamping parts).
APRENDE MÁS
Stamping is a method of forming and processing workpieces (stamping parts) of required shape and size by applying external force to plates, strips, pipes and profiles by presses and molds to cause plastic deformation or separation. Compared with castings and forgings, stamping parts have the characteristics of thinness, uniformity, lightness and strength. Stamping can produce workpieces with ribs, ribs, undulations or flanges that are difficult to manufacture by other methods to increase their rigidity.
APRENDE MÁS
El estampado de láminas de metal consiste en aplicar presión externa a diversos materiales, como láminas de metal, tuberías de metal, barras de metal, etc., a través de prensas hidráulicas o mecánicas por medio de troqueles de estampado, para deformar y separar los materiales metálicos, y obtener un diseño de producto estructura que se adapta a la cavidad del molde. Método de producción.
APRENDE MÁS
Las piezas de estampado de láminas de metal se utilizan ampliamente en diversas industrias, adecuadas para una variedad de materiales de láminas de metal, que incluyen principalmente: acero al carbono, acero inoxidable, acero laminado en frío, aleación de aluminio, aleación de cobre, acero galvanizado, aleación de titanio, etc. El estampado de chapa metálica no cambia las propiedades del material durante el procesamiento. El material se transforma en productos de diversas formas, tamaños y propiedades a través de la presión, lo cual es muy adecuado para la fabricación de piezas de chapa de gran escala, con bajo costo, alta eficiencia y uniformidad. género y otras características.
APRENDE MÁS
El estampado, también llamado prensado, consiste en colocar láminas de metal planas, ya sea en forma de bobina o en blanco, en una prensa de estampado. En la prensa, una herramienta y una superficie de matriz dan al metal la forma deseada. El punzonado, el troquelado, el doblado, el acuñado, el repujado y el rebordeado son técnicas de estampado utilizadas para dar forma al metal.
APRENDE MÁS
El proceso de convertir láminas de metal en una pieza o componente útil se denomina estampado de láminas de metal. El metal se introduce en una prensa, donde la herramienta de estampado, también conocida como matriz, crea la forma deseada. El troquel se presiona dentro oa través del metal con una fuerza tremenda. La fuerza utilizada en el proceso se mide en toneladas.
APRENDE MÁS
Las piezas de estampado de precisión son ampliamente utilizadas, principalmente, incluidas piezas de instrumentos y medidores, piezas de TI, piezas acústicas y de cámaras, piezas de oficina modernas y hardware diario. Estos productos suelen tener diferentes funciones en diferentes campos. En general, el grosor de la materia prima puede ser procesado de 0,05 mm a 3,0 mm. Las materias primas son: cobre berilio (requiere tratamiento térmico), cobre fósforo, cobre, latón, acero inoxidable, hierro, aluminio, etc. Para cumplir con diferentes funciones mecánicas, los productos estampados pueden someterse a un tratamiento superficial. Por ejemplo: galvanoplastia, anodizado, pasivación, tratamiento térmico, etc.
APRENDE MÁS
Las piezas de estampado de chapa son componentes metálicos procesados mediante estampado. Esto transformó las láminas de metal en piezas estampadas duraderas. Durante el proceso, las láminas de metal se forman de acuerdo con las formas deseadas. Sin embargo, el estampado de láminas de metal se realiza con una técnica de formación en frío. A diferencia de otras fabricaciones de láminas de metal, incluso sin usar calor, los componentes pueden parecer calientes debido a la fricción que se produce entre el troquel y el metal. También utilizamos materiales como acero inoxidable, aluminio, titanio, latón, cobre, acero bajo/alto en carbono y aleaciones de níquel. Todos son estrictamente inspeccionados antes de que comience la producción.
APRENDE MÁS
El estampado de metal es un proceso de formación en frío que utiliza troqueles y prensas de estampado para transformar láminas de metal en diferentes formas. Las piezas de chapa plana, normalmente denominadas piezas en blanco, se introducen en una prensa de estampado de chapa que utiliza una herramienta y una superficie de troquel para dar al metal una nueva forma. Las instalaciones de producción y los fabricantes de metales que ofrecen servicios de estampado colocarán el material que se va a estampar entre las secciones del troquel, donde el uso de presión moldeará y cortará el material en la forma final deseada para el producto o componente.
APRENDE MÁS
El estampado de láminas de metal es un proceso de fabricación de alta velocidad y bajo costo que produce un gran volumen de componentes metálicos idénticos, lo que ha contribuido de manera importante a muchas aplicaciones industriales, como vehículos, equipos, productos electrónicos, electrodomésticos, herramientas y mucho más. Por ejemplo, Sheet Metal Stamping proporciona una gran cantidad de piezas de máquinas al por mayor para la industria mecánica.
APRENDE MÁS
Las piezas estampadas de chapa son componentes metálicos procesados mediante estampación. Esto transformó las láminas de metal en piezas estampadas duraderas. Durante el proceso, las láminas metálicas se forman de acuerdo con las formas deseadas. Para sus requisitos de piezas estampadas, nuestra línea completa de piezas estampadas de láminas metálicas es una buena opción para ferretería, industria médica, automotriz, energía renovable, mejoras residenciales, industrial, aeroespacial, y más industrias.
APRENDE MÁS
El estampado consiste en comprimir un metal específico entre dos moldes. Existen dos tipos de estampación: la estampación progresiva y la estampación por percusión. La estampación de chapa consigue piezas para un amplio abanico de sectores: electrodomésticos, telecomunicaciones, automoción, ferretería, maquinaria industrial, mobiliario y hogar, componentes eléctricos….
APRENDE MÁS
El estampado de metal es un proceso que transforma el metal plano en varias formas. El método de producción tiene beneficios, que incluyen alta precisión, eficiencia, rentabilidad y tolerancia estricta. Papler Industry ofrece a los clientes soluciones personalizadas de acuerdo con el tamaño, la complejidad y el volumen de las piezas de estampado de metal.
APRENDE MÁS
Desde los sistemas de suministro de combustible hasta los componentes de las bolsas de aire, se pueden encontrar piezas de metal estampadas en casi todos los sistemas de los vehículos automotores. Lo que unifica estas piezas metálicas estampadas dispares en la industria automotriz es el enfoque en la calidad, una calidad que solo los especialistas en estampado metálico como Papler Industry Co., Ltd pueden garantizar.
APRENDE MÁS
El estampado de aluminio se lleva a cabo para cumplir con los estrictos requisitos relacionados con la reducción del peso del vehículo. Esta tecnología es eficaz para abordar el impacto sobre el consumo de combustible y los efectos nocivos de efecto invernadero de las emisiones de dióxido de carbono.
APRENDE MÁS
El estampado de metal de alta precisión es un proceso de fabricación que utiliza una herramienta personalizada y un juego de troqueles instalados en una prensa de estampado para convertir láminas de metal en los componentes deseados. Se utiliza en una amplia gama de industrias para crear grandes cantidades de piezas y productos con alta precisión, exactitud y velocidad.
APRENDE MÁS
El estampado de láminas de metal es una forma práctica y efectiva de satisfacer la creciente demanda de eficiencia de combustible en la industria automotriz. El estampado de láminas de metal se puede utilizar para fabricar una gran parte de la carrocería de un automóvil, incluidas puertas, capós y tapas de maletero. El estampado de láminas de metal Procesamiento de piezas de carrocería resistentes que ayudan a que un vehículo cumpla con los estándares de eficiencia de combustible.
APRENDE MÁS
Las amplias capacidades de Papler Industry Co., Ltd en el estampado de metales de precisión a menudo nos permiten proporcionar soluciones innovadoras para los requisitos de estampado de metales de nuestros clientes. Rutinariamente proporcionamos productos consistentes para las aplicaciones más exigentes. Nuestros clientes dependen de nosotros para proporcionar productos de microestampado con tolerancias ultra estrechas, geometrías de piezas complejas, materiales especiales y operaciones de ensamblaje en matriz.
APRENDE MÁS
El servicio de estampado de chapa personalizada de Papler Industry Co.,Ltd proporciona troqueles y técnicas de estampado de metal para producir piezas especificadas por el cliente. Papler Industry Co.,Ltd podría ofrecer una amplia gama de piezas y componentes industriales y de aplicación que emplean un troquel de estampado personalizado para satisfacer las necesidades de producción de alto volumen y garantizar que todas las piezas cumplan con las especificaciones exactas.
APRENDE MÁS
El estampado de láminas de metal es un proceso de formación en frío que utiliza troqueles y máquinas de estampado para moldear láminas de metal en varias formas. Las piezas de chapa plana, normalmente denominadas piezas en blanco, se introducen en una prensa de estampado de chapa que utiliza una herramienta y una superficie de troquel para transformar el metal en una nueva forma. El material se coloca para ser estampado entre las secciones del troquel, donde el uso de presión formará y cortará el material en la forma final deseada para el producto o componente.
APRENDE MÁS
El estampado de metal es un proceso de fabricación en el que se forman bobinas o láminas planas de material en formas específicas. El estampado abarca múltiples técnicas de formación, como el troquelado, el punzonado, el estampado en relieve y el estampado con troquel progresivo, por mencionar solo algunas. Las partes utilizan una combinación de estas técnicas o de forma independiente, según la complejidad de la pieza.
APRENDE MÁS
El estampado de metal de precisión es un proceso de formación en frío que utiliza troqueles y prensas de estampado para transformar láminas de metal en diferentes formas. Las piezas de chapa plana, normalmente denominadas piezas en blanco, se introducen en una prensa de estampado de chapa que utiliza una herramienta y una superficie de troquel para dar al metal una nueva forma. Las instalaciones de producción y los fabricantes de metales que ofrecen servicios de estampado colocarán el material que se va a estampar entre las secciones del troquel, donde el uso de presión moldeará y cortará el material en la forma final deseada para el producto o componente.
APRENDE MÁS
El estampado de metal es un proceso de fabricación utilizado para convertir láminas planas de metal en formas específicas. Es un proceso complejo que puede incluir una serie de técnicas de formación de metales: troquelado, punzonado, doblado y perforación, por nombrar algunas, estampado de metal de tirada corta, estampado de precisión, estampado progresivo de metal.
APRENDE MÁS
Las arandelas de calce para estampado de metal, a menudo denominadas calzos, son arandelas delgadas diseñadas para apilarse debajo de la cabeza de un tornillo para crear espaciadores de alta precisión en varias aplicaciones. Se utilizan comúnmente para garantizar que una superficie esté nivelada o para eliminar el exceso de espacio para jugar dentro de un mecanismo, concentrarse en varias piezas de chapa.
APRENDE MÁS
El estampado, también llamado prensado, consiste en colocar láminas de metal planas, ya sea en forma de bobina o en blanco, en una prensa de estampado. En la prensa, una herramienta y una superficie de matriz dan al metal la forma deseada. El punzonado, el troquelado, el doblado, el acuñado, el repujado y el rebordeado son técnicas de estampado utilizadas para dar forma al metal.
APRENDE MÁS
El estampado de metales es un proceso complejo que puede incluir una serie de procesos de formación de estampado de piezas metálicas: troquelado, punzonado, doblado y perforado, entre otros.
APRENDE MÁS
El estampado de metal es un proceso de fabricación que se utiliza para convertir láminas de metal planas en piezas de lámina de metal estampadas con formas específicas. Es un proceso complejo que puede incluir una serie de técnicas de formación de metales: troquelado, punzonado, doblado y perforación.
APRENDE MÁS
Los gabinetes de láminas de metal están diseñados para contener o proteger otros artículos o equipos, y todos requieren la experiencia de un fabricante de láminas de metal de precisión para fabricarlos correctamente. Esto es especialmente cierto para los gabinetes destinados para uso en industrias altamente reguladas, como la médica, la energía, el servicio de alimentos, el ejército o la industria aeroespacial.
APRENDE MÁS
Como líderes en el estampado de metales, nuestro estampado personalizado de piezas de metal produce una variedad de componentes. Nuestros clientes confían en nuestros expertos servicios de diseño y desarrollo. Creamos una gama de componentes metálicos en todos los tamaños, desde simples hasta complejos. Brindamos servicio y soporte a nuestros clientes durante todo el proceso, desde el desarrollo del prototipo hasta la producción de alto volumen. Tenemos la capacidad de procesar pedidos de hasta 50 millones de piezas.
APRENDE MÁS
El estampado de metal es un proceso de fabricación en el que se forman bobinas o láminas planas de material en formas específicas. El estampado abarca múltiples técnicas de formación, como troquelado, punzonado, estampado y estampado de metal de embutición profunda, por mencionar solo algunas.
APRENDE MÁS
En el proceso de fabricación de troqueles de estampado, las bobinas o láminas en blanco se introducen en una prensa de estampado que utiliza herramientas y troqueles para formar características y superficies en el metal.
APRENDE MÁS
El estampado de piezas de metal es una excelente manera de producir en masa varias piezas complejas, desde paneles y engranajes de puertas de automóviles hasta pequeños componentes eléctricos utilizados en teléfonos y computadoras. Los procesos de estampado son muy adoptados en las industrias automotriz, industrial, de iluminación, médica y otras.
APRENDE MÁS CONTÁCTENOS
CONTÁCTENOS Dirección : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Dirección : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Correo electrónico : roger@ppl2009.com
Correo electrónico : roger@ppl2009.com


 IPv6 RED SOPORTADA
IPv6 RED SOPORTADA