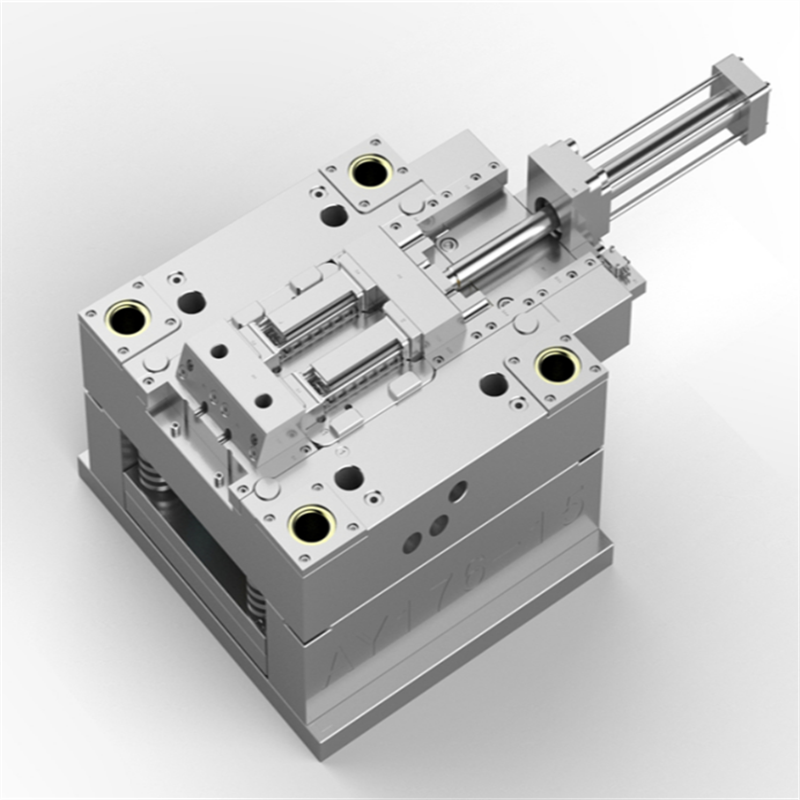
El moldeo por inyección es la forma más rentable de fabricar una pieza de plástico a escala. El proceso de moldeo por inyección consiste en inyectar plástico fundido en una herramienta de moldeo y luego expulsar la parte solidificada. Este proceso se repite rápidamente cientos o miles de veces, amortizando el costo de la herramienta de moldeo y reduciendo el costo de cada unidad a unos pocos dólares o menos. Dado que el proceso de moldeo por inyección utiliza la misma herramienta de moldeo para cada pieza, ofrece una calidad constante en todas las piezas.
Tenemos la capacidad de hacer moldeo por inserción, sobremoldeo y moldes familiares, y ofrecemos una variedad de materiales plásticos, colores y acabados superficiales. Además, podemos proporcionar procesos de fabricación secundarios como pintura, tampografía y cromado. Hemos fabricado piezas de plástico para las industrias automotriz, aeroespacial, médica, de electrodomésticos, al aire libre y robótica, entre otras.




El material de las piezas de moldeo por inyección:
Hay miles de resinas plásticas moldeadas por inyección para elegir, con propiedades similares pero no idénticas. A la hora de elegir un plástico, lo primero que hay que tener en cuenta es la función de la pieza y el entorno físico al que va a estar expuesta. Claramente, deberá considerar qué tipo de material de moldeo por inyección resistirá varios desafíos ambientales, como fluctuaciones de temperatura, humedad, exposición química, luz ultravioleta y muchos más. Entonces entran en juego la resistencia, la durabilidad, la flexibilidad, el color y el costo del material.
| Ventajas | Desventajas |
Nailon (PA) | l Capacidad de temperatura 600°-700° a corto plazo l Excelente resistencia química l Alta resistencia a la abrasión l Resistente y resiste impactos repetidos. | l Absorbe la humedad (puede afectar las propiedades eléctricas y mecánicas) l Requiere estabilidad UV l Atacado por ácidos/bases fuertes l Sensibilidad de muesca alta |
Acrílico | l Excelente claridad óptica l Excelente resistencia a la intemperie y resistencia a la luz solar. l Rígido con buena resistencia al impacto. l Buena transmisión de luz | l Poca resistencia a los disolventes l Sujeto a agrietamiento por tensión l Absorbe ligeramente la humedad. l Temperatura de servicio continuo. (se derrite fácilmente) |
Policarbonato (PC) | l Alta resistencia al impacto l Claridad l Buen rendimiento de inflamabilidad l Estabilidad dimensional l Resistencia química (mezclas de PC) | l Sólo una buena resistencia a los disolventes l Sujeto a agrietamiento por tensión l Se degrada si no se procesa correctamente l Alta temperatura de procesamiento l Amarillamiento después de una exposición prolongada a la luz ultravioleta |
Poliestireno (PS) | l Claridad óptica l Alto brillo l Grados FDA disponibles l Bajo costo l Buena estabilidad dimensional l Buena rigidez | l Grados inflamables, pero retardantes de llama disponibles l Poca resistencia a los disolventes l Los homopolímeros son frágiles. l Sujeto a estrés y agrietamiento ambiental. |
Acrilonitrilo Butadieno Estireno (ABS) | l Buena resistencia al impacto con tenacidad y rigidez. l Los recubrimientos metálicos tienen una excelente adherencia al ABS. l Excelente procesabilidad y apariencia. | l Poca resistencia a los disolventes l Baja rigidez dieléctrica (no es un buen aislante) l Baja temperatura de servicio continuo (se derrite fácilmente) |
Polipropileno (PP) | l Excelente resistencia a la humedad l Grados alimenticios disponibles l Bisagra moldeada posible l Buena resistencia al impacto | l Degradado por UV l Inflamable (grados retardados disponibles) l Atacado por solventes clorados |
Polietileno (PE) | l Bajo costo l Resistencia al impacto de -40° a 194° F l Resistencia a la humedad l Grados alimenticios disponibles | l Mala resistencia a la intemperie l Alta expansión térmica l Sujeto a agrietamiento por tensión l Difícil de vincular l Inflamable l Mala capacidad de temperatura |
Poliuretano Termoplástico (TPU) | l Resistente químico l Baja temperatura. flexibilidad l Resistente a la abrasión y al desgaste l Procesado fácilmente | l Vida útil más corta l Rigidez más baja que PET similar l El secado requiere preprocesamiento l Rango de dureza estrecho |
 CONTÁCTENOS
CONTÁCTENOS Dirección : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Dirección : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Correo electrónico : roger@ppl2009.com
Correo electrónico : roger@ppl2009.com


 IPv6 RED SOPORTADA
IPv6 RED SOPORTADA