El moldeo por inyección es un método para obtener productos moldeados inyectando materiales plásticos fundidos por calor en un molde, y luego enfriándolos y solidificándolos.
El método es adecuado para la producción en masa de productos con formas complicadas y ocupa un lugar importante en el área del procesamiento de plásticos.
Ciclo de proceso
El ciclo de proceso para el moldeo por inyección es muy corto, generalmente entre 2 segundos y 2 minutos, y consta de las siguientes cuatro etapas:
Reprimición - Antes de la inyección del material en el molde, las dos mitades del molde deben estar primero bien cerradas por la unidad de cierre. Cada mitad del molde se une a las máquinas de moldeo por inyección y se permite que la mitad se deslice. La unidad de sujeción accionada hidráulicamente empuja las mitades del molde y ejerce suficiente fuerza para mantener el molde cerrado de forma segura mientras se inyecta el material. El tiempo necesario para cerrar y sujetar el molde depende de la máquina: las máquinas más grandes (aquellas con mayores fuerzas de sujeción) requerirán más tiempo. Este tiempo se puede estimar a partir del tiempo de ciclo de secado de la máquina.
Inyección - El material plástico en bruto, generalmente en forma de gránulos, se introduce en las máquinas de moldeo por inyección y la unidad de inyección lo hace avanzar hacia el molde. Durante este proceso, el material se funde por calor y presión. Luego, el plástico fundido se inyecta en el molde muy rápidamente y la acumulación de presión empaqueta y retiene el material. La cantidad de material que se inyecta se denomina inyección. El tiempo de inyección es difícil de calcular con precisión debido al flujo complejo y cambiante del plástico fundido en el molde. Sin embargo, el tiempo de inyección se puede estimar por el volumen de inyección, la presión de inyección y la potencia de inyección.
Enfriamiento - El plástico fundido que se encuentra dentro del molde comienza a enfriarse tan pronto como hace contacto con las superficies interiores del molde. A medida que el plástico se enfríe, se solidificará en la forma de la pieza deseada. Sin embargo, durante el enfriamiento puede ocurrir cierta contracción de la pieza. El empaque de material en las etapas de moldeo por inyección permite que fluya material adicional hacia el molde y reduce la cantidad de contracción visible. El molde no se puede abrir hasta que haya transcurrido el tiempo de enfriamiento requerido. El tiempo de enfriamiento se puede estimar a partir de varias propiedades termodinámicas del plástico y el espesor máximo de pared de la pieza.
Expulsión - Transcurrido el tiempo suficiente, la pieza enfriada puede ser expulsada del molde por el sistema de expulsión, que se encuentra acoplado a la mitad trasera del molde. Cuando se abre el molde, se utiliza un mecanismo para empujar la pieza fuera del molde. Se debe aplicar fuerza para expulsar la pieza porque durante el enfriamiento la pieza se contrae y se adhiere al molde. Para facilitar la expulsión de la pieza, se puede rociar un agente de desmoldeo sobre las superficies de la cavidad del molde antes de la inyección del material. El tiempo que se requiere para abrir el molde y expulsar la pieza se puede estimar a partir del tiempo del ciclo de secado de la máquina y debe incluir el tiempo que tarda la pieza en desprenderse del molde. Una vez que se expulsa la pieza, el molde se puede cerrar con abrazaderas para inyectar el siguiente disparo.
Después del ciclo de moldeo por inyección, normalmente se requiere algún procesamiento posterior. Durante el enfriamiento, el material en los canales del molde se solidificará adherido a la pieza. Este exceso de material, junto con cualquier rebaba que se haya producido, debe recortarse de la pieza, normalmente mediante el uso de cortadores. Para algunos tipos de material, como los termoplásticos, el material de desecho que resulta de este recorte se puede reciclar colocándolo en una trituradora de plástico, también llamada máquinas trituradoras o granuladores, que vuelve a triturar el material de desecho en gránulos. Debido a cierta degradación de las propiedades del material, el triturado debe mezclarse con la materia prima en la proporción de triturado adecuada para reutilizarse en el proceso de moldeo por inyección.
Estampación
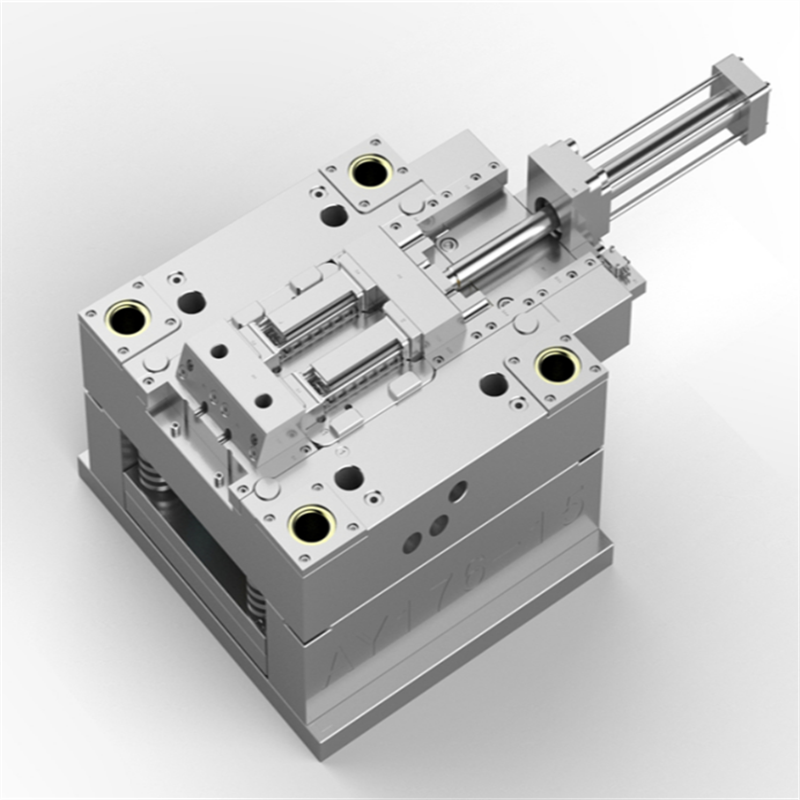
El proceso de moldeo por inyección utiliza moldes, generalmente de acero o aluminio, como herramientas personalizadas. El molde tiene muchos componentes, pero se puede dividir en dos mitades. Cada mitad está unida dentro de la máquina de moldeo por inyección y la mitad trasera puede deslizarse para que el molde pueda abrirse y cerrarse a lo largo de la línea de separación del molde. Los dos componentes principales del molde son el núcleo del molde y la cavidad del molde. Cuando se cierra el molde, el espacio entre el núcleo del molde y la cavidad del molde forma la cavidad de la pieza, que se llenará con plástico fundido para crear la pieza deseada. A veces se utilizan moldes de múltiples cavidades, en los que las dos mitades del molde forman varias cavidades de piezas idénticas.
El núcleo del molde y la cavidad del molde se montan cada uno en la base del molde, que luego se fija a las platinas dentro de la máquina de moldeo por inyección. La mitad delantera de la base del molde incluye una placa de soporte, a la que se une la cavidad del molde, el casquillo del bebedero, en el que fluirá el material desde la boquilla, y un anillo de ubicación, para alinear la base del molde con la boquilla. La mitad trasera de la base del molde incluye el sistema de expulsión, al que se une el núcleo del molde, y una placa de soporte. Cuando la unidad de sujeción separa las mitades del molde, la barra de expulsión activa el sistema de expulsión. La barra expulsora empuja la placa expulsora hacia adelante dentro de la caja expulsora, que a su vez empuja las clavijas expulsoras hacia la pieza moldeada. el eyectorlos pasadores empujan la parte solidificada fuera de la cavidad abierta del molde.
Para que el plástico fundido fluya hacia las cavidades del molde, se integran varios canales en el diseño del molde. Primero, el plástico fundido ingresa al molde a través del bebedero. Los canales adicionales, llamados corredores, transportan el plástico fundido desde el bebedero a todas las cavidades que deben llenarse. Al final de cada corredor, el plástico fundido ingresa a la cavidad a través de una puerta que dirige el flujo. El plástico fundido que se solidifica dentro de estos canales se adhiere a la pieza y debe separarse después de que la pieza haya sido expulsada del molde. Sin embargo, a veces se utilizan sistemas de canales calientes que calientan los canales de forma independiente, lo que permite que el material contenido se funda y se separe de la pieza. Otro tipo de canal que se construye en el molde son los canales de enfriamiento. Estos canales permiten que el agua fluya a través de las paredes del molde, adyacentes a la cavidad, y enfríen el plástico fundido.
Además de los canales y las compuertas, existen muchos otros aspectos de diseño que se deben considerar en el diseño de los moldes. En primer lugar, el molde debe permitir que el plástico fundido fluya fácilmente hacia todas las cavidades. Igualmente importante es la eliminación de la parte solidificada del molde, por lo que se debe aplicar un ángulo de inclinación a las paredes del molde. El diseño del molde también debe adaptarse a cualquier característica compleja de la pieza, como muescas o roscas, que requerirán piezas de molde adicionales. La mayoría de estos dispositivos se deslizan dentro de la cavidad de la pieza a través del costado del molde y, por lo tanto, se conocen como deslizadores o acciones laterales. El tipo más común de acción lateral es un núcleo lateral que permite moldear una muesca externa. Otros dispositivos ingresan a través del extremo del molde a lo largo de la dirección de separación, como los elevadores internos del núcleo, que pueden formar una muesca interna. Para moldear roscas en la pieza, se necesita un dispositivo de desenroscado, que puede girar fuera del molde después de que se hayan formado las roscas.


El moldeo por inyección es un método para formar un producto inyectando plástico fundido en un molde y luego enfriándolo y solidificándolo, lo cual es adecuado para la producción en masa y productos de formas complejas. nuestra vida diaria. Ofrecemos servicios de moldeo por inyección de alta calidad y bajo costo, contáctenos para cualquier producto de plástico personalizado.
APRENDE MÁS
El moldeo por inyección es uno de los procesos de fabricación más utilizados para crear piezas de plástico. Gracias a su alta precisión, repetibilidad y rentabilidad a escala, el moldeo por inyección se utiliza para fabricar una variedad de productos y piezas, desde el inserto médico más pequeño hasta grandes piezas automotrices, aeroespaciales y de defensa. El proceso de moldeo por inyección requiere una máquina de moldeo por inyección, materia prima plástica y un molde mecanizado. El material plástico en bruto primero se funde en la unidad de inyección y luego se inyecta en el molde, generalmente mecanizado en acero o aluminio, donde se enfría y se solidifica en la pieza final de plástico. Los pasos clave en el proceso de moldeo por inyección son sujeción, inyección, enfriamiento y expulsión.
APRENDE MÁS
La oferta principal de servicios de la industria de Papler incluye moldeo por inserción, sobremoldeo y moldeo por inyección de dos colores, así como mecanizado CNC. Con más de 10 años de experiencia, la industria de Papler puede producir piezas de moldeo por inyección de plástico personalizadas y asequibles, piezas de moldeo por inserción y piezas de sobremoldeo de acuerdo con las especificaciones, dibujos o muestras de los clientes.
APRENDE MÁS
El moldeo por inyección y el moldeo por inyección es el proceso de fabricación más utilizado para la fabricación de piezas de plástico. Se refiere al método en el que, a cierta temperatura, el material plástico completamente derretido por la agitación del tornillo se inyecta en la cavidad del molde a alta presión y luego se enfría y solidifica para obtener el producto moldeado por inyección. Este método es realmente rentable y es adecuado para la producción en masa de piezas de formas complejas. Hay principalmente seis etapas: cierre del molde, inyección de cola, mantenimiento de la presión, enfriamiento, apertura del molde y eliminación del producto. El moldeado también tiene la mayor variedad de materiales, colores y configuraciones en comparación con el mecanizado CNC o incluso la impresión 3D. Más allá de los materiales, las piezas moldeadas por inyección pueden tener cosméticos, pulidos o texturas superficiales personalizados.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación en el que un material fundido se inyecta en un molde a alta presión. Luego se enfría y solidifica para obtener el producto final. Cuando necesita fabricar productos en masa altamente eficientes a velocidades más rápidas, el moldeo por inyección es una de las mejores técnicas para hacer las cosas. Es uno de los métodos más fiables para la fabricación de piezas de plástico y ofrece muchas propiedades rentables para la fabricación. Es ampliamente utilizado en muchas industrias debido a sus excelentes atributos, como la capacidad de hacer diseños de piezas complejos, enormes opciones de materiales y colores, resistencia mejorada y muchos otros.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad.
APRENDE MÁS
El moldeo por inyección utiliza una máquina especial que consta de tres partes: la unidad de inyección, el molde y la abrazadera. Las piezas a moldear por inyección deben diseñarse con mucho cuidado para facilitar el proceso de moldeo; se debe tener en cuenta el material utilizado para la pieza, la forma deseada y las características de la pieza, el material del molde y las propiedades de la máquina de moldeo. La versatilidad del moldeo por inyección se ve facilitada por esta amplitud de consideraciones y posibilidades de diseño.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas en gran volumen. Suele utilizarse en procesos de producción en masa en los que la misma pieza se crea miles o incluso millones de veces seguidas.
APRENDE MÁS
El moldeo por inyección es un método para obtener productos moldeados inyectando materiales plásticos fundidos por calor en un molde, y luego enfriándolos y solidificándolos.El método es adecuado para la producción en masa de productos con formas complicadas y ocupa un lugar importante en el área del procesamiento de plásticos.
APRENDE MÁS
El moldeo por inyección de prototipos de plástico es el proceso utilizado para producir volúmenes bajos o altos de piezas de plástico personalizadas para uso comercial e industrial. Desde intrincados componentes de seguridad para automóviles hasta productos simples como tarjeteros, las aplicaciones abarcan una amplia gama de industrias. Nuestros expertos en moldeo por inyección esperan poder trabajar con usted en su proyecto de construcción de moldes como el próximo paso hacia la fabricación de sus piezas moldeadas personalizadas.
APRENDE MÁS
El moldeo por inyección de plástico tiene un bajo costo de producción, produce piezas de plástico de alta precisión y puede trabajar con cualquier material termoplástico. El moldeo por inyección puede manejar la mayoría de los volúmenes de producción, producir piezas de diferentes tamaños y es altamente repetible.
APRENDE MÁS
Se sabe que las piezas y los componentes de plástico reducen los costos y aumentan la eficiencia en muchas industrias, pero en ninguna parte las ventajas de los plásticos son más evidentes que en la industria de las piezas de plástico para automóviles. Los plásticos ofrecen mayor eficiencia de combustible, mayor resistencia a la corrosión, mayor flexibilidad de diseño, mayor durabilidad, mayor rendimiento y menores costos. Sorprendentemente maleables, los plásticos también son lo suficientemente fuertes como para mantener su estructura y forma.
APRENDE MÁS
Las herramientas de moldeo por inyección impresas en 3D permiten a los diseñadores imprimir y moldear múltiples iteraciones de una pieza. Esto les da la libertad de explorar muchos más diseños y la confianza de que su diseño final será el correcto.
APRENDE MÁS
El moldeado por inyección de plástico es un proceso de fabricación que permite producir piezas en grandes volúmenes. Funciona inyectando materiales fundidos en un molde. Por lo general, se utiliza como un proceso de producción en masa para fabricar miles de artículos idénticos. Los materiales de moldeo por inyección incluyen metales, vidrios, elastómeros y confecciones, aunque se usa más comúnmente con polímeros termoplásticos y termoendurecibles.
APRENDE MÁS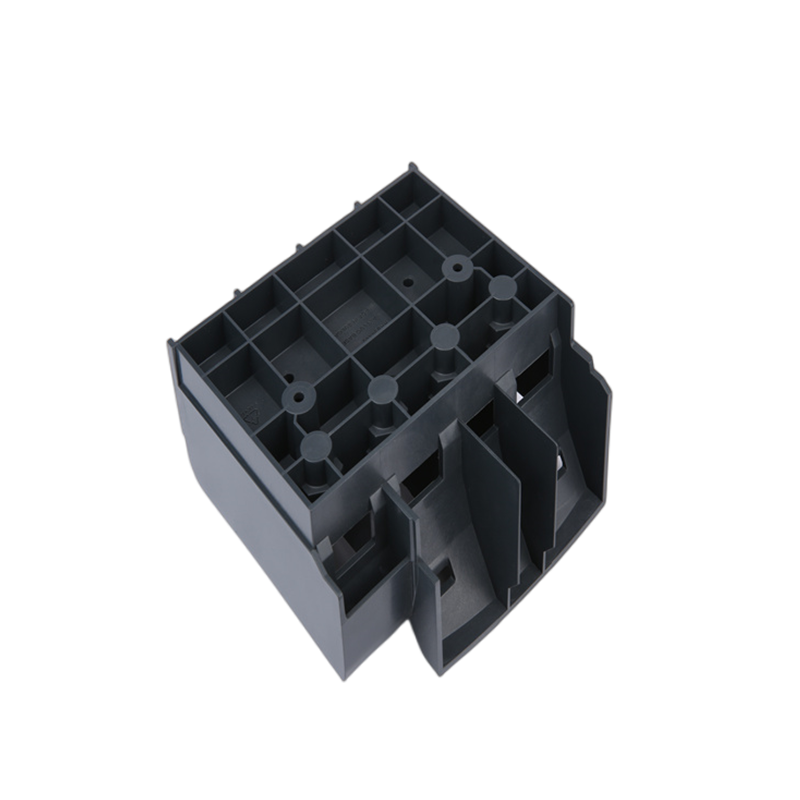
Papler Industry Co., Ltd tiene dos opciones de servicio de moldeo por inyección de plástico: creación de prototipos y fabricación bajo demanda, y cada una ofrece sus propios beneficios según las necesidades de su proyecto. Si las cantidades de piezas son más altas, una pieza asequible (el precio de la pieza es importante y rápido) es fundamental para la producción durante todo el ciclo de vida del producto. Para ello nuestra opción de fabricación bajo demanda es ideal.
APRENDE MÁS
El moldeo por inyección de plástico es un proceso invaluable para crear piezas de plástico. Este proceso es rápido, económico y ayuda a crear grandes volúmenes de objetos idénticos. Una de las ventajas más significativas del moldeo por inyección es el acabado superficial natural de las piezas moldeadas. Incluso sin ningún acabado superficial de moldeo por inyección o tratamiento posterior al procesamiento, las piezas moldeadas tienen acabados superficiales suaves adecuados para muchos usos finales.
APRENDE MÁS
Papler Industry Co.,Ltd ha estado proporcionando productos moldeados por inyección de plástico de alta calidad. El diseño de productos de plástico, la construcción de moldes de inyección de plástico de muy alta calidad y la experiencia técnica en el moldeo por inyección de plástico son el ADN de nuestra empresa. Desde ayudar a los clientes a diseñar sus piezas de plástico personalizadas hasta ofrecer servicios de moldeo por inyección personalizado de pequeño y gran volumen, moldeo por inyección de prototipos y moldeo por inserción, mejoramos continuamente nuestras capacidades a través de las necesidades del cliente.
APRENDE MÁS
El moldeo por inyección de plástico es un proceso de fabricación en el que la resina en un barril se calienta hasta que se funde, luego se inyecta en un molde para formar una pieza termoplástica de grado de producción final.
APRENDE MÁS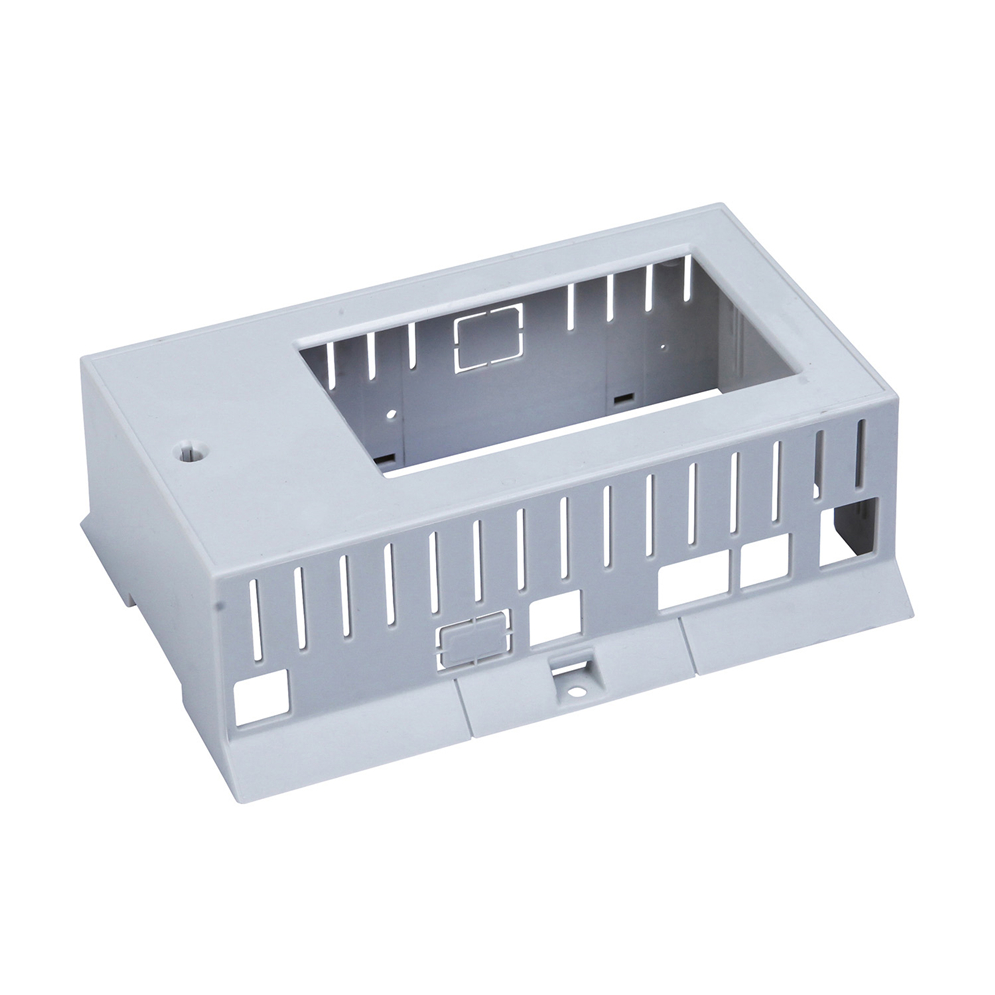
El moldeo por inyección de plástico es el proceso más utilizado para la fabricación de piezas de plástico. Este proceso permite altas tasas de producción, ofrece una alta tolerancia repetible, permite flexibilidad para crear formas complejas y exhibe bajos costos de mano de obra. Se pueden agregar gráficos combinando piezas moldeadas por inyección de plástico con pintura y grabado con láser.
APRENDE MÁS
Las cajas y gabinetes electrónicos de plástico están diseñados para una variedad de equipos electrónicos, incluidos transmisores de audio, transmisores de video, máquinas de juegos, dispositivos de control remoto, equipos de prueba y más. Estos gabinetes están hechos de plástico ABS y cuentan con una durabilidad excepcional. Con una gama completa de equipos de producción y una estricta atención a los procesos de fabricación, incluido el diseño de moldes, el moldeo por inyección, el ensamblaje y más, garantizamos la precisión de la carcasa. También ofrecemos cajas y recintos electrónicos de plástico personalizados para cumplir con los requisitos especiales.
APRENDE MÁS
Funcional y estéticamente, la iluminación es fundamental para la automoción. La iluminación moderna no solo brinda una visión adecuada al conductor, sino que también contribuye a mejorar la seguridad mediante la combinación de tecnología de iluminación adaptativa con sistemas avanzados de asistencia a la conducción. Papler Industry Co., Ltd ofrece varias soluciones para faros de vehículos de plástico.
APRENDE MÁS
El moldeo por inyección de plástico es una entrega rápida de prototipos, puentes y moldeo por inyección de producción, incluido el sobremoldeo, el moldeo por inserción y el uretano fundido.
APRENDE MÁS
El moldeo por inyección de plástico termoplástico es un proceso de fabricación que crea piezas totalmente funcionales mediante la inyección de resina plástica en un molde prefabricado. Tiene varias subcategorías, como el moldeo por inyección rápida, que se utiliza mejor en el ajuste fino de prototipos antes de que un producto reciba el visto bueno para la producción. Otra subcategoría, el moldeo por inyección de producción, se utiliza mejor para series completas de productos.
APRENDE MÁS
Los desarrolladores utilizan el proceso de moldeo por inyección de termoplásticos para muchas aplicaciones, ya que puede producir cualquier cosa, desde paneles de puertas de automóviles hasta carcasas de teléfonos móviles, con buena precisión y acabado superficial. Lo que es más, es el estándar de la industria para la producción de piezas de moldes de plástico, por lo que los desarrolladores pueden estar seguros de que están sacando un producto de calidad si siguen esta ruta en el proceso de desarrollo.
APRENDE MÁS
El moldeo por inyección es un proceso en el que se funden gránulos de plástico y se inyectan a alta presión en la cavidad de un molde. Luego, las piezas moldeadas se expulsan y el proceso se repite. Los productos terminados se pueden usar tal cual o como componente de otros productos.
APRENDE MÁS
El moldeo por inyección utiliza presiones muy altas y, por lo general, la máquina es hidráulica o, cada vez más, eléctrica. Las herramientas para aplicaciones de moldeo por inyección de producción deben poder sobrevivir bajo alta presión y están hechas de acero o aluminio. El alto costo potencial de las herramientas a menudo impulsa la economía de una aplicación de moldeo de plástico. El moldeo por inyección es una forma eficaz de fabricar piezas personalizadas.
APRENDE MÁS
El moldeo por inyección se fabrica a partir de un archivo CAD. Esa es la parte laboriosa del proceso, ya que lleva tiempo crear el molde. Dichos moldes generalmente están hechos de aluminio o acero. Después de crear el molde, la resina termoplástica se inyecta en él y luego se deja curar y formar la pieza. El material se introduce primero en un barril calentado antes de lanzarlo al molde para que se enfríe y se cure. Después del curado, la pieza se retira del molde y el proceso comienza de nuevo hasta que se completa la producción de la pieza.
APRENDE MÁS
El moldeo por inyección es uno de los métodos de fabricación tradicionales más versátiles, ya que crea piezas complejas, duraderas y fiables. El moldeo por inyección produce piezas que sirven para una variedad de propósitos.
APRENDE MÁS
Una vez que se crea un molde, el moldeo por inyección produce piezas increíblemente rápido, lo que lo convierte en un método ideal para la producción de alto volumen.
APRENDE MÁS
Con una amplia variedad de plásticos para elegir, el moldeo por inyección es un proceso flexible capaz de producir piezas para una variedad de industrias.
APRENDE MÁS
El proceso de fabricación de piezas de plástico consta de cuatro pasos básicos: idear un diseño, decidir un proceso de fabricación, construir un prototipo y luego producir el diseño. Elegir un fabricante de piezas de plástico con experiencia que pueda brindar apoyo y comentarios en cada paso del proceso aumenta sus posibilidades de éxito.
APRENDE MÁS
Papler Industry brinda servicios de moldeo por inyección de plástico a muchas industrias, incluidas las de productos de consumo, electrodomésticos y artículos para el hogar, OEM, empaques, juguetes, muebles y la industria de prendas de vestir y calcetería.
APRENDE MÁS
Los gabinetes de plástico están diseñados para albergar y proteger componentes electrónicos y eléctricos sensibles en una variedad de aplicaciones. Nuestras carcasas de plástico duraderas y de alta calidad están moldeadas con ABS ignífugo o policarbonato resistente a impactos para aplicaciones en interiores o exteriores que requieren carcasas no metálicas. Disponible en una variedad de tamaños, formas y colores, nuestra selección garantiza que pueda encontrar la solución adecuada para cualquier aplicación.
APRENDE MÁS
Los gabinetes de plástico están diseñados para albergar y proteger componentes electrónicos y eléctricos sensibles en una variedad de aplicaciones. Nuestras carcasas de plástico duraderas y de alta calidad están moldeadas con ABS ignífugo o policarbonato resistente a impactos para aplicaciones en interiores o exteriores que requieren carcasas no metálicas.
APRENDE MÁS
El moldeo por inyección crea muchos de los recipientes y tinas de plástico en los que se empaquetan los productos de consumo. Otros productos moldeados por inyección que se encuentran en muchos hogares incluyen vasos, tapas de botellas, macetas, accesorios para barbacoa, asientos de inodoro y muebles de exterior.Los plásticos utilizados en el moldeo por inyección son muy duraderos para uso repetitivo y resisten bien las variaciones climáticas y de temperatura para aplicaciones al aire libre.
APRENDE MÁS
Los productos moldeados por inyección son ampliamente utilizados en todos los campos de las economías nacionales, como transporte, embalaje, correos y telecomunicaciones, comunicación, construcción, electrodomésticos, informática, aeroespacial, defensa, etc. Se han convertido en medios indispensables de producción y bienes de consumo. .
APRENDE MÁS
Las máquinas de moldeo por inyección de plástico con productos de moldeo por inyección son una variedad relativamente amplia y una amplia gama de aplicaciones, especialmente en la industria de fabricación de equipos y automóviles, hay una variedad de productos de moldeo por inyección de formas para accesorios.
APRENDE MÁS
Los plásticos son omnipresentes y los fabricantes emplean diferentes métodos al fabricar productos de plástico. Uno de los más populares entre estos métodos es el moldeo por inyección. Además, los fabricantes utilizan este proceso porque es rentable y ayuda a producir piezas de alta calidad.
APRENDE MÁS
Aunque los plásticos no conducen la electricidad, todavía tienen un lugar en la industria electrónica. Esta industria emplea el moldeo por inyección para producir placas frontales eléctricas y otros dispositivos electrónicos.Además, los plásticos utilizados por los fabricantes de la industria electrónica suelen ser duraderos y tienen una excelente resistencia a la electricidad. Las aplicaciones de moldeo por inyección incluyen la producción de controles remotos, computadoras, instrumentos médicos, televisores, llaveros, etc.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS
El moldeo por inyección es un proceso de fabricación para producir piezas mediante la inyección de material fundido en un molde o molde. El moldeo por inyección se puede realizar con una gran cantidad de materiales, incluidos principalmente metales (para los cuales el proceso se denomina fundición a presión), vidrios, elastómeros, dulces y, más comúnmente, polímeros termoplásticos y termoendurecibles. El material para la pieza se introduce en un barril calentado, se mezcla (usando un tornillo helicoidal) y se inyecta en una cavidad de molde, donde se enfría y se endurece a la configuración de la cavidad. Después de que un producto está diseñado, generalmente por un diseñador industrial o un ingeniero, un fabricante de moldes (o un fabricante de herramientas) fabrica moldes de metal, generalmente acero o aluminio, y se mecaniza con precisión para formar las características de la pieza deseada. El moldeo por inyección se usa ampliamente para fabricar una variedad de piezas, desde los componentes más pequeños hasta los paneles completos de la carrocería de los automóviles. Los avances en la tecnología de impresión 3D, que utilizan fotopolímeros que no se derriten durante el moldeo por inyección de algunos termoplásticos de baja temperatura, se pueden usar para algunos moldes de inyección simples.
APRENDE MÁS CONTÁCTENOS
CONTÁCTENOS Dirección : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Dirección : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Correo electrónico : roger@ppl2009.com
Correo electrónico : roger@ppl2009.com


 IPv6 RED SOPORTADA
IPv6 RED SOPORTADA